
 于晓光
于晓光
半导体测试机台投资大,折旧快,一套J750的测试机及上料机价格超过100万美金,设备利用率是公司制造管理部门的核心指标。F公司的IE部门负责公司标准工时,设备投资的核算。F公司是从M跨国公司在2004年剥离的,管理体系沿袭自M公司;最初时公司对设备的考核指标是UOEE即(好品+次品)×标准工时/投入总工时。标准的OEE公式应该为 好品×标准工时/投入总工时,但这家公司的生产经理认为:产品的良率是由PE负责的,有单独的良率指标考核他们,UOEE显示出来工厂的生产效率。后来随着对公司了解的深入,发现这个UOEE存在巨大的操作空间,半导体测试工序并不改变产品的形态和功能,所以一颗料可以反复测试,当设备缺少物料时,工人为了避免设备停机损失UOEE指标,会将测好的物料再次投入设备以提升UOEE。在这个情况下,工厂开发了OEE模型,如表13-8所示。
表13-8 OEE模型
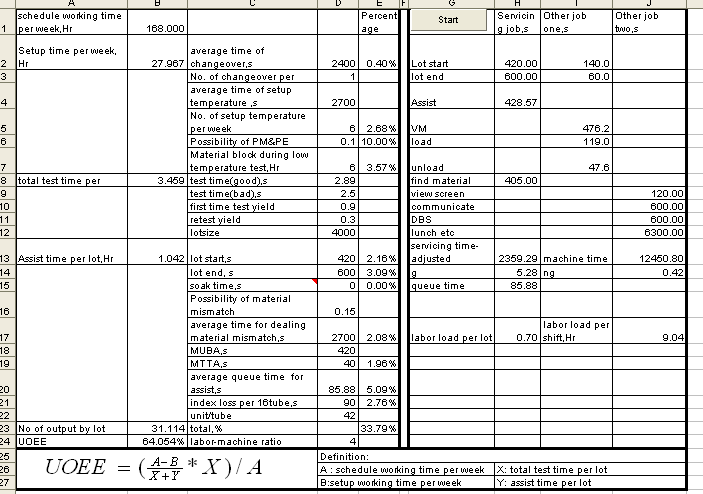
设备利用率模型:这里假定设备利用率损失包括2部分,与批次相关的部分和与批次无关的部分,利用宽放抽样,秒表计时和Wright公式3个方法来计算各种损失。在表格中,A代表每周总时间,B 代表与批次无关的损失时间,X代表做一批的标准时间,Y代表每做一批的时间损失,(A-B)/(X+Y)则计算出了每周所做产品的批次,批次×X/A就得到了设备利用率。通过这种方式,可以分析当改变lotsize,人机比和MUBA等参数时对设备利用率的影响。
人机比模型的Wright公式介绍:Wright公式是一个用来计算一名工人看管多台机器时机器排队时间的经验公式,确定了机器排队时间,然后再根据机器运行时间和控制外工作(机器必须停下来工人才能做的工作)确定合理的人机比例。“随着一名工人看管的机器数量的增加,工人和机器之间的协关系也就越来越复杂,机器干涉时间和随之发生的延迟时间也就越来越大。”因而确定合理的人机比例时非常必要的。
一般在实际生产中,机器干涉时间(排队时间)一般占总工作时间的2%到30%,最多甚至达到50%,但是不通过科学的方法计算衡量,就无法确切的知道在现有的人机比例下机器干涉时间是多少,进而对机器利用率的影响又是多少。而Wright公式就是 解决这一问题的经验总结。当一名工人看管的机器数量小于或者等于6时,我们可以用下图来衡量。首先计算出机器运行时间和控制外时间(servicing time)的比值,根据人机比例查出机器干涉时间百分比,从而计算机器利用率是否达到要求。
如图13-2所示,当一名工人看管的机器小于7时机器干涉时间和机器运行时间与控制外时间的关系。
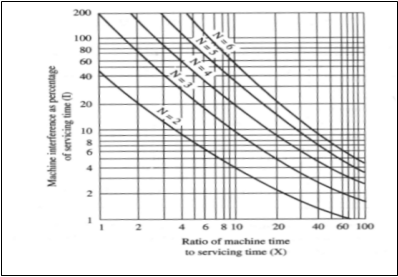
图13-2机器干涉时间和机器运行时间与控制外时间的关系
如果一名工人看管的机器台数超过了6台,则可以用以下公式计算:

I为机器干涉时间百分比
X为平均机器运行时间与平均控制外工作时间的比值
N为一名工人看管的机器台数
用这种逻辑,车间1个人可以看管4台设备,而实际上车间是安排1个人负责3台设备。车间对这个模型的数据和计算逻辑未提出疑义,但坚持说由于离职率高,车间很多都是新工人,按照纯理论确实可以1人4机,但实际上无法做到1人4机,最终经过TWI训练,还是按照1人4机安排产线。

