
 谭洪华
谭洪华
1.措施的填写
采取措施考虑的优先顺序如下:
降低FE失效影响的措施。
降低失效原因FC的措施。
提供探测度D的措施。
填写改善措施思考线索,如图2-5所示。
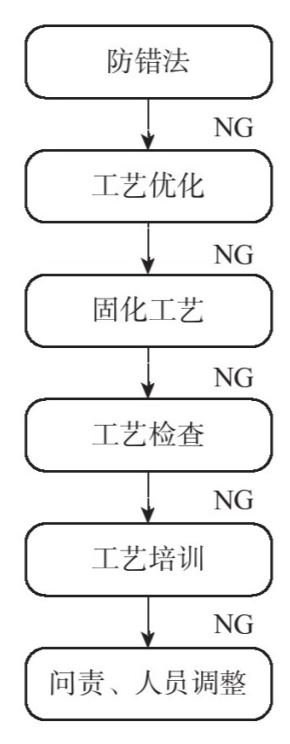
图2-5 改善措施思考路线图
碰到异常,第一步想到的是采用防错法,不管什么人作业,都不会产生异常。第二步是工艺优化,就是工程变更,改善工艺。如果工艺改善不了,就固化现有工艺,让相关人员严格按工艺作业。第三步是工艺检查,根据固化的工艺,检验工艺是否100%执行。如果以上动作都做了,就做工艺培训,让相关人员有这个能力和意识。第四步在效果都不明显的情况下,就要人员调整了,或问责。
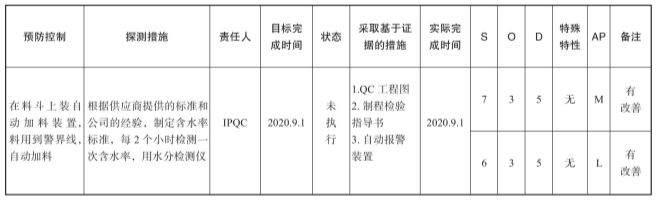
烘干不良,PFMEA严重度是降不下来的,只有降发生度和探测度的分数,先降发生度O的分数,要控制塑胶料的水分含量,如果要加装检测设备,自动报警目前成本太高,操作性不强,所以O的分数降不下来。现在只有降探测度D的分数,提高探测失效模式和失效原因的程度。根据供应商提供的标准和公司的经验,制定含水率标准,每2个小时检测一次含水率,用水分检测仪,IPQC负责。
PFMEA表格改进措施如表2-11所示。
表2-11 PFMEA表格改进措施
2.措施的状态
措施状态有五种:
尚未确定,指没有确定的措施。
尚未决策,措施确定,但还没有决定。
尚未执行,措施已决定,但没有执行。
已完成,措施已执行,有效性已验证。
不执行,确定不执行措施。
3.有效性跟踪
跟踪主要是不良流出是否减少,不良产生是否减少,不良发生后对工序导致的影响是否降低。对PFMEA来说,一般只能改善不良的发生度和探测度,也就是不良产生的原因和不良流出的原因。跟踪主要跟措施是否执行,措施是否有效,然后评价S、O、D的分数。如果是采用的预防措施,O的分数可降;如果采取的探测措施,D的分数可降。本案例采用的是探测措施,D的分数降了,但风险级别没有降。

