党新民
党新民
多品种、小批量生产,利润越来越薄逐渐成为制造业的现状,企业接客户定单后再组织生产是减少风险的有效策略。这就意味着建造高大的工厂,拥有庞大的设备、自动的设备、僵化的生产线反而在阻碍着多品种、小批量生产。因为这些东西使固定成本太高、生产周期变长、库存难以掌控,管理者终有力不从心的困惑,不断超时的工作、自我的生活完全被工作充满,累啊累!怎么办?必须建立灵活制造流程,让我们企业能象橡皮筋一样柔性变化。柔性生产是在20世纪九十年代中期提出的一种生产方式,目前以汽车业的丰田、通用汽车,IT制造业的戴尔电脑,OA(办公室自动化)制造业的理光、佳能等做得较成功。这几家企业的这十年来的销售额不一定比同行高,但利润明显高于同行业许多倍。
柔性生产包含内容很多,本节就布局的角度说明柔性生产。常说的柔性生产目前来看包含以下几种:
1、混合生产:
2、固定+变动生产
3、细胞(CELL)生产
4、小推车式生产
5、一人生产等
本书重点讲述前三种方式。如需详细了解,请参考3A企管书系《现场管理实务》下册的第八章内容。
一、混合生产
所谓混合生产即不同型号的产品在同一场所、同一生产线可以同时进行生产。
如果一个销售地同时需要多个例如8个型号的产品,同时要求装在一个运输车辆出货,而你的工厂只有两条生产线,同时只能生产2个型号,完成的成品必须等所有的型号完成才安排出货,这时先完成的成品就变成了库存品,要等待所有8个型号完成时才能安排出货。对于一些体积大、或者金额高、或者价格变化快的产品来说,这样的生产方式成本高、风险大。采用如图表2-11所示的混合生产方式就可以较好的解决此类问题。


在图表2-11中不同型号的产品(在图中可以明显看出大小不同型号的产品)在一条生产线上生产。这样同一销售地的不同型号的产品混合生产,同时进料,同时组织生产,同时出货。当完成品能装满一个车辆时,马上安排车辆出货,这样组织生产时间少,库存低,资金周转快,抵御产品降价的风险能力高。同时,不同品种又都能给客户,满足多层次的客户需求,这样的生产方式可以根据客户的需求随时变更生产(当然还需采购的柔性化,此类问题本书就不讨论了),这种随时变更的响应时间可以用小时为单位来计量。
当然这样的布局对不同品种之间的生产平衡、物料与工具的摆放、工装夹具设置、人的训练都需要更加细微的对应方法。不同类型产品有具体的方法,在此就不一一列举出。但有两点可以指出:一个是过于单一功能的高自动设备是实施混合生产障碍,因为需要让设备自主识别不同产品,然后自主变更功能是个很难的事项。另一个是真正一个个工序详细讨论,把制约因素逐个排除,要比想象得容易的多,同时,这恰恰是锻炼与培育管理人员最好的方法——实战锻炼人。
在一流的日本企业中理光、丰田很多年前就采用这种生产方式,目前在上海通用汽车、广州本田等企业也都采用混合生产方式。在上海通用汽车生产线上别克商务车、君威、凯越等在一条线上混合生产。不采用混合生产方式的汽车公司,上一款新车,就建一新厂,同时投入较高较多的设备。正是这种生产方式使得上海通用汽车、广州本田汽车的厂房与设备等的固定成本远低于其他企业,因此这两家企业总是率先把汽车价位拉低,同时又能跻身利润率最高的汽车企业行列中。布局的优势成为了竞争的有利武器。
二、固定+变动生产
1、固定、变动共存的柔性生产方式的基本思路一般是对未来市场进行预测,将生产量分类基本量及变动量两部分,分别加以不同的方式来对应。 定义:生产量M = 基本量x +变动量α。
其中将基本量x设定为固定不变的生产线,而将变动量α设为一个可灵活变动的生产线。
例如某产品预测将来市场为每月至少3000台以上,则将3000台/月的量设为一个固定不变的生产线,每日量 = 3000台/21日 = 140台/日。当月产量为3600台时,月产3000台/月(140台/日)的固定生产线不变,再追加一个每月600台(30台/日)的变动生产线。当每月产量为4000台时,固定生产线(月产3000台,日产140台)不变,只要将变动生产线从每月600台(30台/日)变更为50台/日即可。
固定、变动生产线共存柔性生产方式当每月产量变化时,只有一个局部在变化,这样对市场需求变动的对应更加快速。正是为了快速对应,变动生产线仍然用同细胞生产方式一样的简易作业台组合成的流水线。
2.、在固定+变动生产方式中,高额的工装夹具(组装、测试、调试等)采用专用工序,检查线共同。
为了减少投资,固定、变动共存的柔性生产方式同细胞生产方式类似,高额的夹具工装完成的单元(组件)以专用工序方式向两方提供。若是较复杂产品需要很多高额检查测量仪器,则固定、变动共存方式的检查线合并,这样减少高额检查仪器的投入。
如上例:某产品预测将来市场为月产量3000台以上(140台/日)时,生产线的固定、变动生产线布局见图表2-12。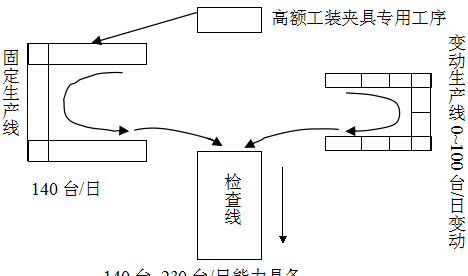
3、变动线中人员配置一般以一人生产方式为宜。因为变动生产线经常要对应市场变化,为了减少(或者不发生)每次市场变动时,变动生产线要重新设定工程,变动生产线人员承担工作内容变更而导致的各种训练,以及生产量的爬坡等,一般在变动线采用一人生产方式,即一人将产品从头组装到尾。故应将优秀人员配置到变动生产线上,并在薪水上体现出对优秀人员的鼓励。同时,在固定生产线中,注意发现优秀人员,并时常让这些人员到变动生产线去训练。当生产量增加时,将新员工配置到固定线,将固定线已培养好的优秀人员。调往变动线,这样对应市场更容易。
以笔者对员工的学习训练培训实验数据分析的经验,一人承担1500秒的作业是完全可能的。这样,当市场产量增加时,我们就将在固定线已培养好的能进行1人生产的人员立即调往变动线,第2日即能对应市场要求的增量。
三、细胞(CELL)式的柔性生产
某产品将来月度市场需求量预测为1000台~5000台, 即每日产量为50台/日~250台/日。应该如何布局呢?
传统做法按最大量布局,设置250台/日的布局。其结果固定投入大,回收难,设备经常处于能力富裕状态。
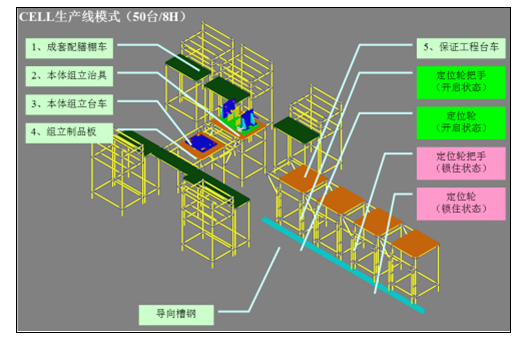
在细胞(CELL)式的柔性生产中:选定一个最小单位生产量进行生产线工序设定,此称为一个细胞(CELL)生产,然后,根据市场变化复制该细胞以同样的方式进行生产。
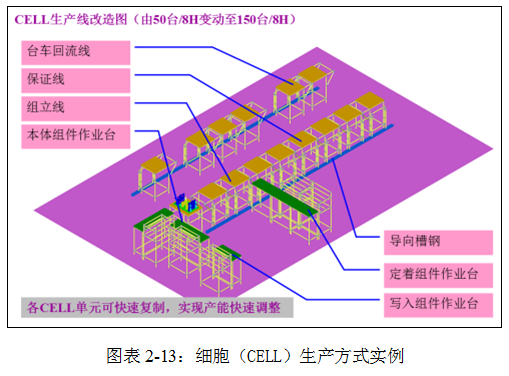
某产品将来月度市场需求量预测为1000台~3000台,即每日产量为50台/日~150台/日。我们将以50台/日为最小生产单位(月度产量约为:50台×21日=1050台/日)设定一条生产线,我们称为细胞1。若将来市场增加到每月约2200台,则每日约2500台÷21日=120台/日。此时,生产线将细胞1以同样的方式复制一个细胞2(工序设定、人数、工夹具等完全相同),则实现了每日100台的生产量,再通过安排晚上或周六加班36小时(每月合计),即4天的加班,则每月2500台市场需求就可以达成了。
上述的事例中,有2个突出问题必须要解决,否则依然无法迅速对应市场。第一,我们设定的细胞生产线必须是投资少,而且在工场内一般作业者(无需特殊技能)就能迅速在1~3天日内将细胞生产线设置,这样我们才能依据市场的变化迅速复制细胞生产线,否则像自动化流水线一样不能迅速对应市场;第二,生产线的人员必须能迅速增加并能训练合格上岗。
细胞(CELL)生产线必须是投资很少、简单、易安装,生产线使用的材料可以反复再利用。也就是说,可以按设想自由组合简单生产线。世界上一流企业目前广泛采用的细胞生产线就是由类似图表2--13的作业台通过组合而建立的。例如:索尼、松下、NEC、理光、佳能、先锋等等。这些企业里从97年开始就纷纷淘汰了智能化的流水线、机器人、机械等。随后戴尔电脑、三星等企业也开始提出抛弃自动流水线,采用细胞生产。以及我们辅导的富士施乐、世界电话生产量第一的伟易达(港资企业)也都推广与实施了细胞生产。