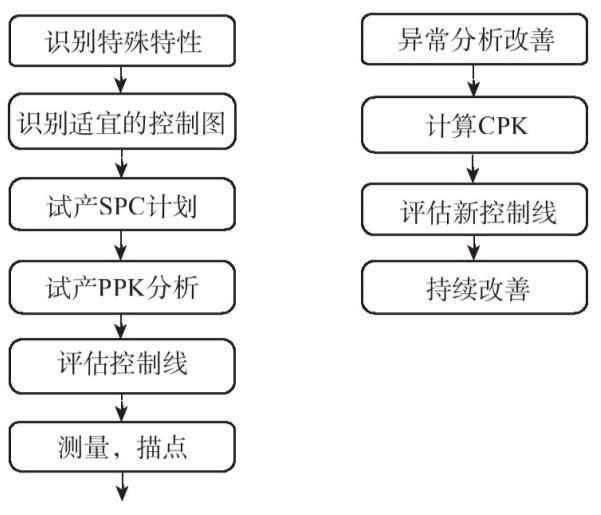
图4-6-1 SPC运作流程示意图
6.1一个新项目一般在试产前要识别特殊特性,以及用何种控制图、相关测量频率、试产中测量、计算PPK值,如果≥1.67,就可转量产。
6.2 在量产中,要先找到控制线、测量、描点,在得到100个以上数据后,计算控制线、删除异常的点,然后再测量补充数据,得到新的控制线和CPK,得出的控制线可带入下一张控制图。
6.3 先把控制线描上,再进行测量描点、异常点原因分析和改善、删除异常点、得到新的控制线和CPK值。如果CPK不足,要分析原因和改善对策。
表4-6-1 控制图常用系数表
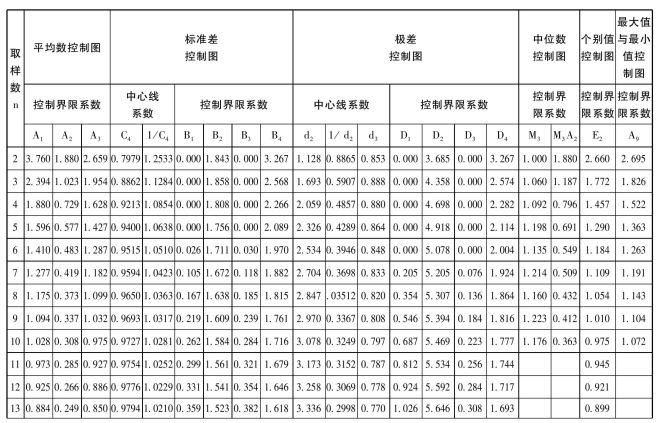

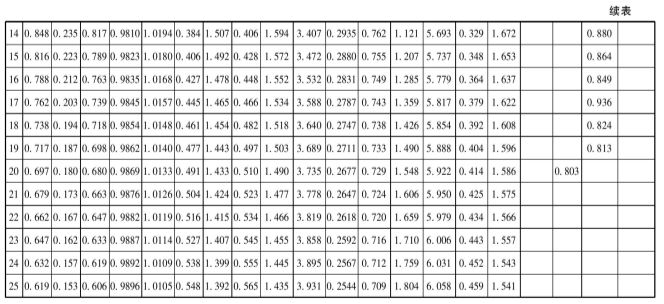

附件一:控制图常用系数表
【案例】江西某公司SPC运用实例
1公司产品介绍
江西某公司主要生产氯化钴、硫酸钴、四氧化三钴,产品用于动力汽车电池、锂电池、硬质合金和超级合金、瓷器色釉料、工业催化剂。氯化钴和硫酸钴主要关注点是钴含量,还有铁、镁含量。四氧化三钴主要关注磁性物质含量、粒度、松比等。
二、项目行程
第一天
1识别客户要求
2识别关键工序
3识别特殊特性
4识别要用的控制图(X-R图、X-MR图、C图、U图等)
5与相关人员确定控制图,并明确使用控制图的时机
6对控制图,过程能力进行培训
第二天
1提供模板,单独辅导品质人员如何制作控制图
2辅导如何计算过程能力
3辅导如何判定异常
4辅导生产现场人员,现场品质人员如何使用控制图,识别异常
5现场开始全面导入SPC
第三天
1制作SPC运用流程和控制图使用相关作业指导书
2培训控制图流程和相关作业指导书
3现场查看并指导SPC运用,并给出整改意见。
3项目策划结果
表4-6-3 SPC控制图策划表
SPC控制图策划表
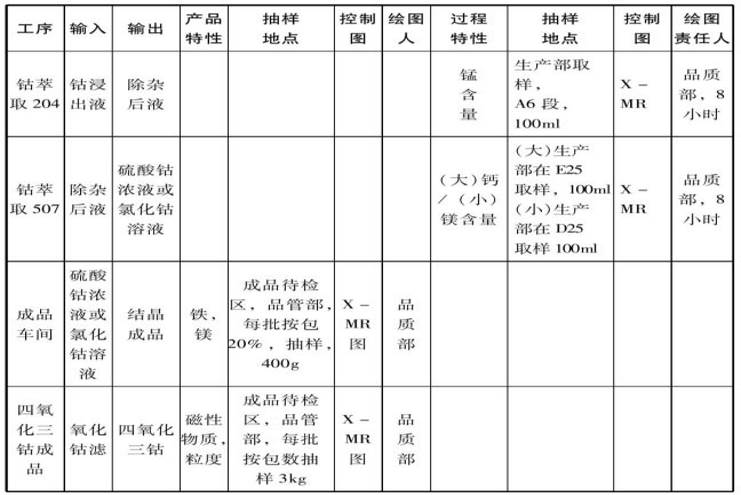
由于行业的特殊性,每次抽样只能测试一个数据,所以只能做X-MR图。半成品一般由车间取样,品质部化验;成品则由品质部取检、化验、绘图。当时现场用4张A4纸做成看板挂在车间:一张是数据记录、一张是X图、一张是MR图、最后一张是原因分析和改善图。
由于行业的特殊性,我们只要求计算PPK,不算CPK。加之因为过程不是很稳定、异常点不去除,所以只注明原因改善方案。

【案例】 福建某公司培训辅导SPC实例

图4-6-3 福建XX光电科技有限公司
一、培训目的
通过培训,让企业相关人员真正理解SPC的作用及运用的意义,能灵活运用SPC控制图,达到提升品质、降低成本的作用。
二、培训时间
2016.7.12~2016.7.14,共三天。
三、培训对象
所有中高层管理人员以及品质人员、生产部管理人员、品质与生产文员等。
四、培训工作进度
第一层觉知:诊断阶段
XX公司主要做导光板和扩散板,工艺流程主要有:原材料--仓储--热熔--挤出--成型--冷却--横切边切--全检--托盘--成品仓。关键特性有:板的长、宽、厚、透光率、YI、雾度等。其中,厚度一般会影响到最终客户的安装与使用,长和宽会影响到成本,光学性能比较稳定,检验是破坏性的。生产部分为生产一部和二部,每个部包括A、B班。初步识别需要SPC控制的关键特性和方法有:
表4-6-4 福建正德SPC策划表

第二层觉知:培训与案例模拟
培训主要内容有:
1.SPC定义与用途
2.SPC的作用
3.SPC的原理
4.控制图的分类与选择原则
5.计量控制图
6.计数控制图
7.特殊控制图(2/3)
8.控制图的异常判定
9.过程能力计算
10.运用SPC常见错误分析
培训过程中发现学员基础差,很多概念是第一次接触,一时无法理解,再加上SPC涉及很多高中和大学的数学知识,对学员来说,理解特别困难。同时在制作控制图时发现,学员对制作控制图的步骤并不了解。于是培训第二天,改为练习与案例教学结合。老师先讲方法与步骤,然后以学员亲自模拟企业实际练习为主,通过这种方法,员工慢慢开始理解SPC如何运用。
练习题如下:
1.如果导光板透光率每小时只测量一个数值,并且要有控制图,只能用_______(X-R图、X-MR图、P图)
2.如果长度1600+/-5MM,用卷尺测量,分辩率1MM,是否可用控制图来控制?
3.某产品厚度0.2MM+/-0.03,过程中心线=0.201,管制上线=0.22,管制下线0.182,Usl= LSL= SL= CL= UCL= LCL=
4.下面那个是越小越好:CPK PPK,
5.某个产品CPK≥1.33,说明:A、没有不良品,B、满足国际标准要求,C、还是有些不良品。
6.过程稳定情况下用A、CPK B、PPK
7.SPC的主要作用有:A, B, C
8.某款产品厚度每PCS都全检了,请问还要SPC吗?
9.判定控制线找到了就不要改变。
10.
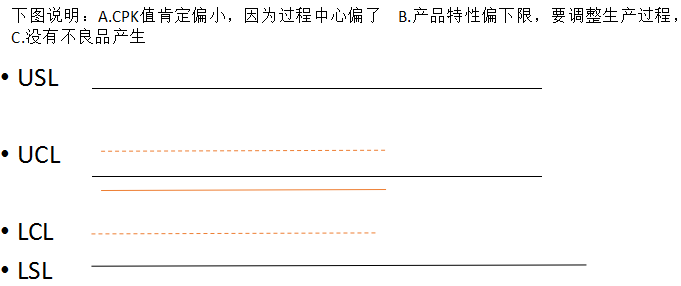
图4-6-4 第10题图
11.模拟制作图、X-R图、X-MR图。
第三层觉知:用真实数据来实践操作
品质与生产部门用老师提供的模板来计算P图、X-R图、X-MR图时,发现了不少问题,就拿厚度来说,如果用计算的控制线来预警,那么可能会出现天天预警的情况,公司的过程能力暂时还没有达到这个水平,而且控制线计算也比较复杂。因此老板建议,针对厚度的X-R图控制线用公差2/3来控制,这种方法在相同行业均有应用,简单易行、方便有效、切合实际。
针对P图,生产部计算非正常损耗的产出率,公司目标要求96%以上,而实际只有85-95%的水平。如果用品质目标来预警的话,就可能是每天预警,于是老师建议把生产一部的控制线改为85-95%,低于85%要写改善方案。同时A、B班要分开来做报表,用于比对、唤醒员工良知、激发改善的动力。
针对X-MR图,用于控制光学性能,CPK值达到12以上,属于严重品质过剩,公司反映光学性能一直很稳定,暂时没有用SPC控制的必要。
7月14日下午,SPC小组召开总结会议,会议决议如下:
表4-6-5 福建正德SPC策划表(正式版)

五、建议
1加强企业文化的建立、培训、宣导。一定要注入中国的传统文化,一切外来的管理模式如果不和中国传统的儒释道三家思想相融合,就都是空中楼阁,无法落地。
2大力推行东方思维模式的QCC品管圈,调动全员的积极性,加强技术创新和管理创新,打造行业标杆。
3适当的引用6SIGMA的科学管理思想与方法,加强现场改善。
4建立企业文化宣传橱窗,加强企业凝聚力建设。
5新项目导入PPAP流程。
六、培训心得
不执着于标准与规则,能帮助企业成长适用的才是好的管理模式。通过打比方和互动的方式,会提升培训效果。

 谭洪华
谭洪华