
 不详
不详
4.5.1 交接班管理
(1)交接班的定义
当班人员与接班人员,在特定时间段将工作进行移交的过程,包含信息传递和信息反馈两大部分。企业对“交班”“接班”过程进行的流程化、制度化的管理,就叫交接班管理
(2)交接班需传递和反馈的两大内容
班组长是通过管理生产过程中的人、机、料、法、环五大要素,实现质量、成本、生产交付、安全、士气和效率六大目标。
表4-18 生产过程五大要素的异常状态
目的 | 要素 | 参考内容 |
1.对人、机、料、法、环的状态进行盘点,及时将异常状态和处理信息传递至下一班组 2.准确及时传递公司、分厂、车间各项重要通知或领导指示 | 生产计划调整 | 本班生产计划变更信息,如品种、数量等 |
设备状态 | 异常或故障信息、维修信息 | |
物料异常 | 物料信息传递:堆放区域、品种、名称、供应商、数量、不合格指标、缺料、处理措施等 | |
安全隐患 | 本班发现的安全隐患和消除措施的提醒 | |
工艺技术变更 | 变更通知 | |
质量异常 | 质量异常及返工返修信息:品种、名称、数量、不合格原因 | |
工作环境 | 区域内的清洁状态提醒 | |
各项通知 | 公司、分厂、车间各项重要通知 |
表4-19 本班六大目标的完成情况
目的 | 要素 | 参考指标 | 要点 |
将当班完成数据与目标值进行对比,成果与差距一目了然 | 质量 | 合格率、不合格数量…… | 分别标明当班主要考核指标的目标值、实际值、差异值 说明差异值产生的原因 |
成本 | 原材料、辅料损耗情况…… | ||
交期 | 当班实际产量、计划达成率…… | ||
安全 | 安全天数、安全事故次数、安全事故人数…… | ||
士气 | 出勤率、缺勤人数…… | ||
效率 | 工作时间、单位时间产量、人均产量…… |
(3)交接班管理流程
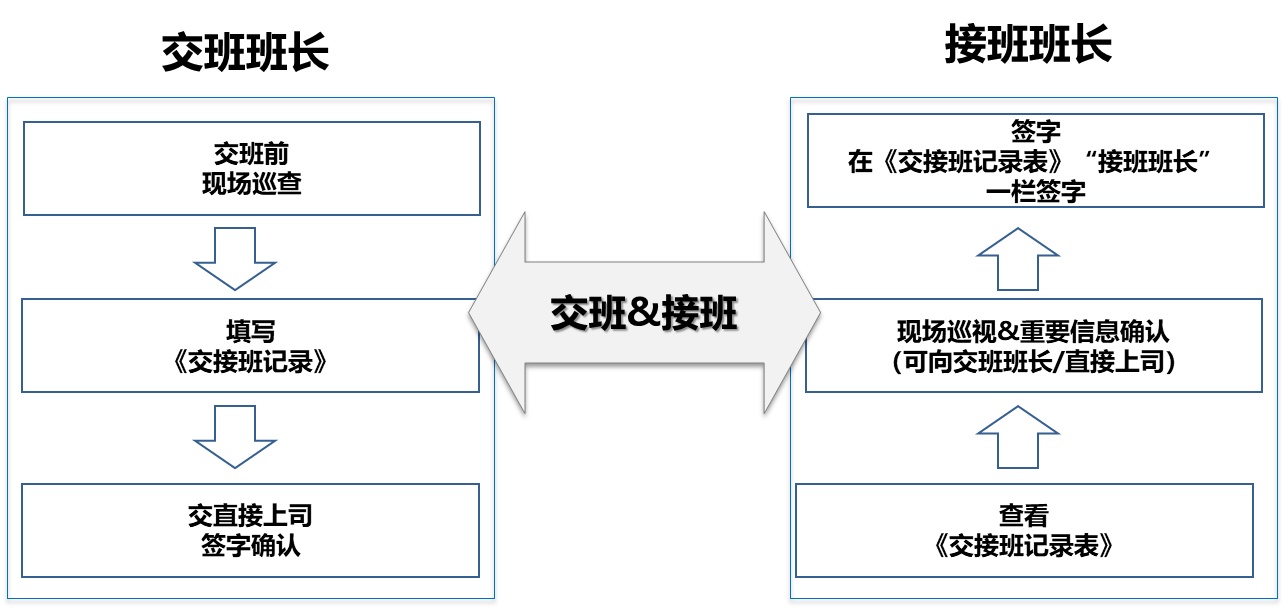
图4-5 交接班管理流程图
(4)交接班管理输出
《交接班记录表》是在交接班过程中帮助我们实现上下班之间的有效“交”“接”的工具。表格需包含的基本要素包含:
六大目标的“目标值”和“本班实际值”、异常情况,以及目前的处理状态、设备状态、安全状况、工艺技术变更信息、品质状况、车间意见和领导指示、其他信息等。
表4-20 交接班记录表
一、当班主要KPI日清 | ||||||||||||||
产量 | 质量 | 人员 | 安全 | 作业时间 | 工具使用 | 产量 | 效率损失 | |||||||
计划 |
| 目标 |
| 应到 |
| 目标 |
| 计划 |
|
|
|
| 是否停线 | □是 □否 |
|
| 停线时长 | ( )min | |||||||||||
|
| 停线原因 |
| |||||||||||
实际 |
| 实际 |
| 实到 |
| 实际 |
| 实际 |
|
|
| 人均产量 | 设备故障 | ( )min |
|
|
| 物流故障 | ( )min | ||||||||||
|
| 品质故障 | ( )min | |||||||||||
|
| 其他故障 | ( )min | |||||||||||
二、当班状态反馈 | ||||||||||||||
1.设备 | ||||||||||||||
故障 | □是 □无 | 交接状态 | □正常 □异常 | 报修情况 | □是 □否 | 目前状态 | ||||||||
备注 |
| 备注 |
| 已反馈 | □设备部 |
| ||||||||
□工段长 □车间主任 | ||||||||||||||
2.生产准备 | ||||||||||||||
物料是否 | □是 □否 | 计划是否变更 | □是 □否 | 已反馈 | □工段长 □车间主任 □物流部 | |||||||||
计划变更 | 批次 |
|
|
| ||||||||||
状态 |
|
|
| |||||||||||
机型 |
|
|
| |||||||||||
缺料信息 | 工序 |
|
|
| ||||||||||
物料 |
|
|
| |||||||||||
3.安全状况 | ||||||||||||||
安全事故 | □有 □无 | 是否有安全隐患 | □是 □否 | 已反馈 | □工段长 □车间主任 □安全室 | |||||||||
事故状态 |
| 整改状态 |
| |||||||||||
4.工艺技术变更信息 | ||||||||||||||
通知 | □有 □无 | 信息来源 | □工艺技术 □研发 | 已传递 | □员工 □组长 □工段长 | |||||||||
变更说明 |
| |||||||||||||
5.品质信息 | ||||||||||||||
零部件异常 | 批量事故 | 整改情况 | ||||||||||||
|
|
| ||||||||||||
|
|
| ||||||||||||
6.车间意见和领导指示 | ||||||||||||||
| ||||||||||||||
交班人 |
| 交班时间 |
| 接班人 |
| 接班时间 |
|
4.5.2 班前会
(1)班前会的意义
营造工作气氛
刚上班时,员工难免还停留在思想松弛、注意力不集中的自由“休息”状态。班前会的第一大目的就是使班组全员的身体和心理快速进入工作状态,创造适度的工作紧张感。
进行工作安排
当天的工作任务、目标、人员调配、注意事项等工作安排是班前会内容的主体,班组长应通过明确、具体的工作指示,使当天工作能够有序地进行下去。
员工教育指导
班前会是召开频率最高、参与人员最广的日常工作会议。昨天出现的问题、今天要注意的事项,班组长都可利用班前会来对员工进行指导和教育,持之以恒,不仅能提高员工的工作意识,还能培养良好的工作风气。
传递企业信息
班前会还是上传下达的重要途径。班组长可利用班前会向员工传递行业方向、企业动态、业务信息、管理要求等必要的企业信息,使员工的个人工作目标和企业经营目标达成一致。
(2)班前会四大必讲内容
讲人员:员工的出勤情况、员工的精神状态等。
讲任务:上班完成情况、设备状态和存在的问题点,当班生产计划的安排等。
讲标准:按操作规程实施作业,工艺技术变更的提醒、通知和培训等。
讲安全:岗位安全防护要点、注意事项,安全隐患的提醒等。
(3)班前会实施步骤
STEP1:准备
开班前会之前,班组长需要提前准备但不限于以下信息:
昨日报告事项追踪、检讨。
了解上一班的生产状况、生产异常的处理状况。
对将要发生的问题(如断料、故障等)进行判别并拟定对策。
上司指示事项。
今日报告事项。
下属昨日工作反馈。
在职训练/OPL。
STEP2:集合
整队问好
班组成员需要列队整齐,确保班长关注每位员工。列队,问好、齐声喊出班组的口号理念等,这样能有效激发员工的士气。
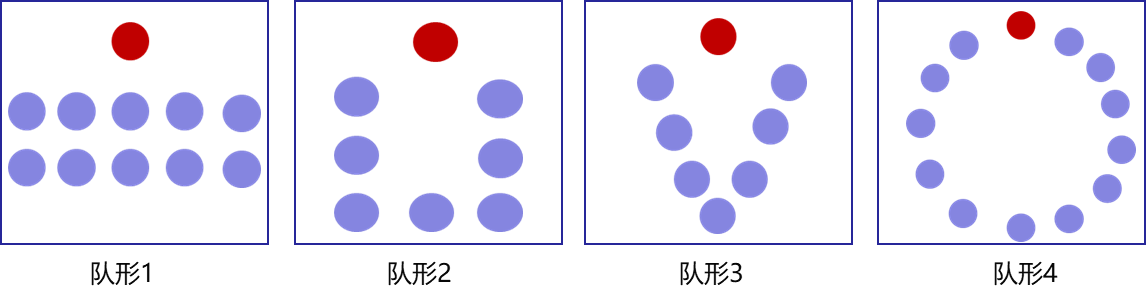
图4-6 班前会不同的队形
记录考勤
若班组成员人数量15人以下,可采用点数的模式;人数较多时可采取报数模式。记录迟到、早退人员,并制订员工关怀及顶岗计划。
STEP3:总结&计划
总结昨日
班组长要对前一天的工作进行总结。总结前一天的工作,可以从以下几方面进行:有没有未完成的任务,有没有未达到的目标,有没有事故和异常,现场有哪些变化点,以及上述情形带来的反省和要求等。在总结时,要避免诸如“大家干得都不错”之类大而空的表达,尽可能具体到人、具体到事,有根据地进行表扬或批评。
当日安排
安排今天工作是班前会的重点内容,主要包括生产计划、工作目标、任务分配、人员调配等。班组长在布置工作时要做到清楚明确,不要含糊其辞造成混淆,讲到具体员工的工作安排时要注视对方,确认对方的反应,确保对方理解到位。
关键控制点
影响产品质量、生产效率、作业安全的关键事项,如新产品的重点管控、易错产品的标准化作业、生产现场的安全隐患、4M1E的变更控制等信息。注意需要讲具体措施,要避免“大家要注意质量”这样的空话。
传达信息
班组长应向员工传递企业的相关信息,使员工了解生产大局,更好地理解和接受工作要求。企业的相关信息包括市场和行业动态、客户要求、企业经营情况和发展方向、正在和即将开展的管理活动等。
提问反馈
必要时,需要对员工进行提问并要求员工反馈。注意要确保员工理解,员工有任何疑问要及时解答和纠正。
STEP4:激励上岗
员工分享
由值日员工与大家分享个人的工作经验、心得体会、自我反省、工作建议等。要求值日员工的讲话内容必须主题明确、表达完整,时间至少2~3分钟。让员工轮流主持班前会,给予员工总结经验、表达意见和建议的机会,这是班组民主管理的有限途径,有利于提高员工的工作意识、集体观念和班组凝聚力。
鼓舞士气
班长需要用饱满的精神状态、积极向上的语言来鼓舞士气,目的是希望大家共同努力完成工作任务。班组还可以选择精炼上口、体现企业文化和班组文化的口号,全体班组成员齐呼,展现高昂士气。这样有利于打造团队精神和团队凝聚力。
宣布开始工作
列队上岗,切不可使用“散会”或“结束”作为结束语。可用“上岗”“干活”等词语,使员工快速进入上岗状态。
表4-21 班会流程图
说明 | 流程 | 时间 | 要点 |
准备 | 主持人: 班长 | 提前一分钟到班组早会现场,站立等待员工到位 时间到(7:50)准时召开早会 | |
步骤一 | 列队、清点出勤情况 | 0.5分钟 | 列队为“一字形”,员工“从矮到高”排队 班长口令“向右看齐”将员工站列间距保持在20cm,队列成一线(队列最后一名员工头部保持不动,向前看) 班长口令“向前看”,员工站直后,班长口令“报数”,员工从左至右,向右扭动头部,依次报数(队列最后一名员工头部保持不动) 班长口令“稍息”“立正”,员工站势遵照“三挺三收一睁一顶”原则 (三挺:挺颈、挺胸、挺腿;三收:收下颌、收腹、收臀;一睁:眼睛要睁大;一顶:头要向上顶);脚部要劈开:劈开宽度稍超肩部,劈开角度为“60度”,手部向后弯曲至腰间,右手紧扣左手手腕 点名或者人数确认 |
步骤二 | 总结昨天工作(班长总结工作状况 | 2分钟 | 班长问候“大家早上好”,员工回答“好、很好、非常好” 总结前一天工作状况,包括产量、品质、生产计划达成状况、安全生产等 物料损耗、列举数据对比 |
步骤三 | 分析昨天班组表现,表扬一名员工 | 1分钟 | 依据出勤、个人5S、个人改善、个人工作积极性、个人技能水平、个人产量、个人质量、个人损耗等方面的“优”“良”“差”的表现, 筛选一位需表扬的员工 表扬时要描述表现好的具体内容,以便其他员工效仿、学习 班长:“你真棒”;全体员工:“向你学习我也棒” |
步骤四 | 今天的生产任务 | 2分钟 | 生产计划安排以及生产部署(人员、工位分配,强调注意的问题、5S等) 生产计划: 种类、数量、生产顺序、时段安排;有多个生产任务时,说明“必须完成的计划”“可以完成的计划” 人员安排:依据出勤、技能特点安排人员工位配置;有新员工时,重点说明工位操作学习、技能学习的要求,并安排熟练员工指导 安全与5S:劳保用品佩戴要求、危险工位强化意识要求、5S现场维护与班后清拉的要求 |
步骤五 | 班组生产质量问题分析、注意的重点(LQC) | 1分钟 | LQC分析昨日返工比例,阐述问题点及今日注意事项。如有实物,最好拿不良实物展示 当天产品工艺要求与强调说明 关键品质控制点(工序、设备)的全班组确认与强调说明 关键控制点的操作要领与要求说明 |
步骤六 | 每天培训、宣传、通知 | 1分钟 | 培训:操作指导书的培训、各种表格填写的培训、制程自检方法的培训、公司各种制度的培训、安全与5S的培训 宣传:公司方针和目标、公司的管理变革、公司最新动态 通知:培训通知、会议通知、验厂通知、活动通知 |
步骤七 | 班组口号 | 0.5分钟 | 击掌完毕后,以发言员工为中心,全体成员聚拢成圆形,右腿向前,单手(右手)平行伸出,手掌叠手掌; 班长带头高喊口号,口令:“我们的口号是?”全员同声高呼班组口号 |
结 束 | 上岗 | 早会完毕,班组各成员投入当日生产 |
表4-22 班会报告单
日期 |
| 班别 |
| 主持人 |
| 确认 |
|
项目 | 内容 | ||||||
整队 | 人数确认 | 应出勤人数 | 实际出勤人数 | 未出勤人员及原因 | |||
|
|
| |||||
仪容仪表确认 | 厂牌□ | 帽子□ | 服装□ | 站姿□ | 口号□ | ||
不符合记录 |
| ||||||
总结昨天 | 昨天生产情况 | 品质与效率 | 合格率 | 报废率 | 生产效率 | 现场6S | 工艺查核 |
|
|
|
|
| |||
异常描述 |
| ||||||
异常对策 |
| ||||||
表扬一名员工 | 绩效考评 |
| |||||
表扬一名员工或一件事 |
| ||||||
今天工作安排 | 任务 | 工作目标 | 工作标准 | 特别要求 | 是否新品 | ||
|
|
|
| 是·否 | |||
|
|
|
| 是·否 | |||
|
|
|
| 是·否 | |||
现场6S |
| ||||||
通知事项 |
| ||||||
安全或工作理念宣导、教育 |
| ||||||
说明: 1.此表在早会的前一天完成 2.每周一将上一周的表交给科长 3.每天早会的时间是7:40—7:50 |

