谭洪华
谭洪华
1.失效模式
失效模式是指本工序不良现象,指产品上表现出来的异常,比如××尺寸超差、黑点、水印、拉力不足等。部件的失效模式可能会成为子系统的失效原因,所以失效模式是相对的,指相对这个工序来说是失效模式,可能成品组装成为失效原因。
2.失效影响
失效影响是指本工序失效模式对下工序、直接客户、间接客户造成的影响,比如返工返修、报废、退货、组装不顺、失去本产品的主要功能或次要功能。失效影响影响严重度的评分。
3.失效原因
失效原因是指影响失效模式的原因,主要从人、机、料、法、环上找原因,但上工序送过来的不良不需要去找失效原因,因为假设前工序没有问题。失效原因包括员工品质意识不强、设备性能不稳定、工艺参数没有按要求设置、工艺参数不当、现场环境不符合要求等。
4.一个失效模式导致多个失效影响FE
如果严重度不一样,就要分开填写,比如过程项功能有组装、外观要求,组装要求的严重度高于外观要求,S的分不一样,在填写失效影响就要分开填写。失效模式与失效影响一一对应后,根据失效模式找到失效原因,失效原因在预防控制措施下O发生度不一样,也要分开填写。
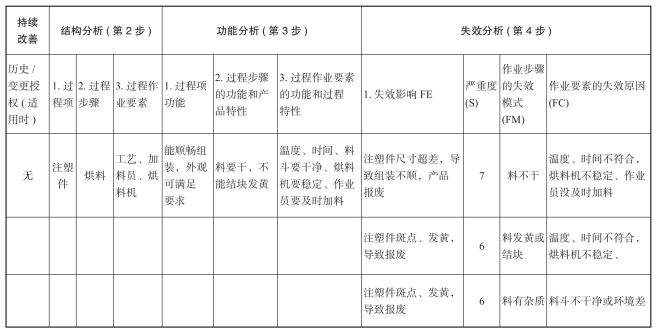
5.FMEA表格失效分析部分填写
表2-5 PFMEA表失效分析