
 不详
不详
10.2.1 制造工序认证概述
制造工序认证是由产品工程师、制造工程师、质量工程师、物流工程师、现场班组长等组成横向专家小组,逐个对过程工序进行现场审核、诊断出工位(工序)的“过程要素”是否达到“工序的目的”;列出这些“过程要素不符合性的问题”,解决这些问题、提升过程质量保证能力的一种质量活动。
现场认证的是过程要素:人、机、料、法、环,而非产品(零部件、成品)。
确保过程方法的符合性:发现不符合、解决不符合、提升质量保证能力。
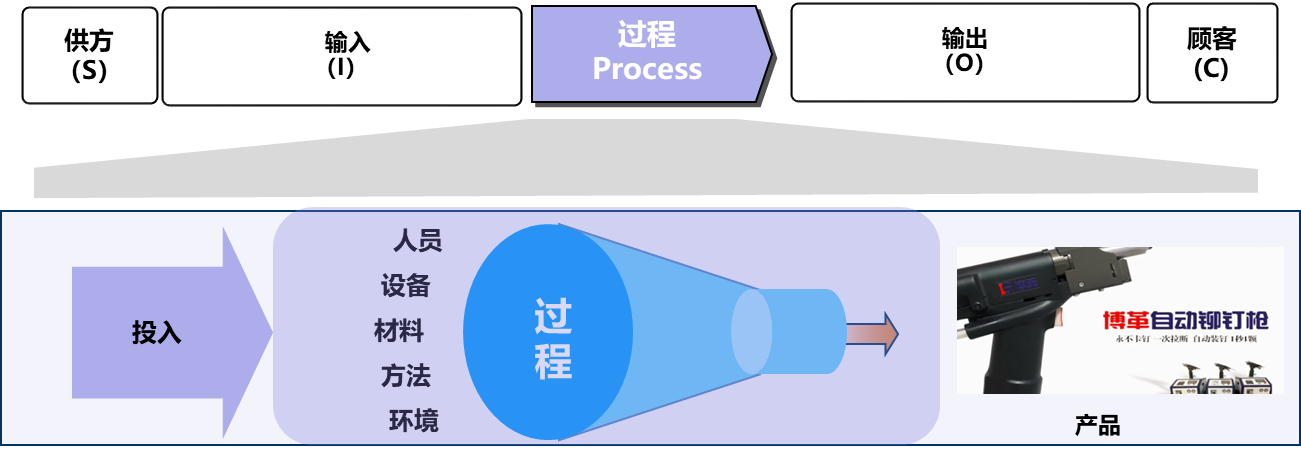
图10-4 制造过程的定义
10.2.2 制造工序认证步骤
制造工序认证分成三个阶段:制造工序认证前准备(过程流程图、过程特性清单、工序不良信息、PFMEA、过程审核表);制造工序认证实施(现场认证、过程问题记录表);制造工序认证输出(行动计划表、问题改善、工序控制计划)。
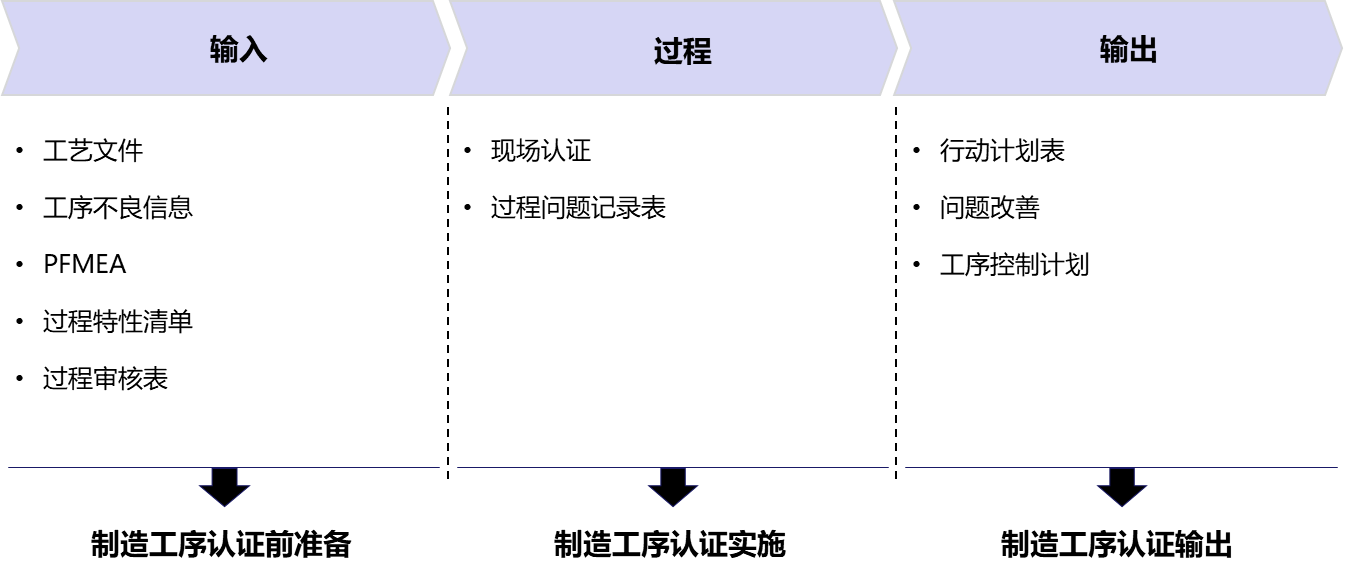
图10-5 制造工序认证步骤
STEP1:制造工序认证前准备
表10-7 制造工序认证计划表

表10-8 过程流程图

表10-9 过程特性因素清单
过程因素 | 过程因素分解 |
人 | 是否有工作作业标准,员工是否了解清楚 |
员工是否控制作业标准进行操作 | |
机 | 设备精度是否符合加工需求 |
刀具是否符合加工需求 | |
刀具是否有磨损情况 | |
料 | 加工余量是否符合要求 |
材料导角是否符合要求 | |
法 | 转速是否符合加工需求 |
进给量是否符合加工需求 | |
对刀尺寸是否符合加工需求 |
表10-10 过程PFMEA分析表
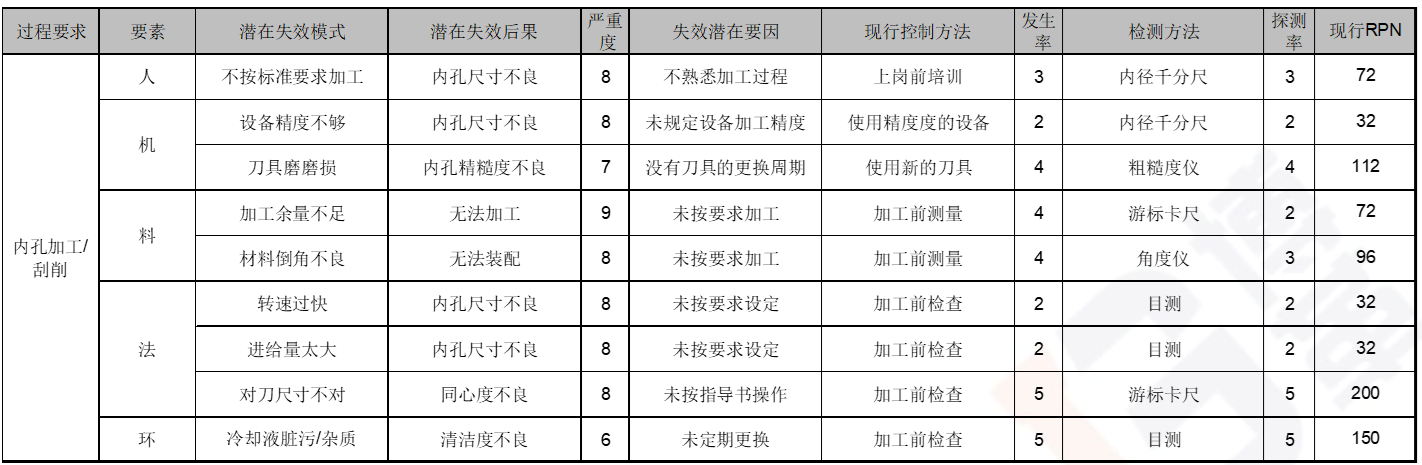
表10-11 过程审核表
序号 | 过程因素 | 审核要点 |
1 | 人 | 是否有工作作业标准,员工是否了解清楚 |
2 | 员工是否控制作业标准进行操作 | |
3 | 机 | 设备精度是否符合加工需求 |
4 | 刀具是否符合加工需求 | |
5 | 刀具是否有磨损情况 | |
6 | 料 | 加工余量是否符合要求 |
7 | 材料导角是否符合要求 | |
8 | 法 | 转速是否符合加工需求 |
9 | 进给量是否符合加工需求 | |
10 | 环 | 对刀尺寸是否符合加工需求 |
STEP2:制造工序认证实施
根据过程审核表,对选定工序进行审核,并发掘该工序的问题点,填入审核表。
表10-12 制造工序审核认证表
序号 | 过程因素 | 审核要点 | 判断 | 不合格描述 |
1 | 人 | 是否有工作作业标准,员工是否了解清楚 | 符合 | |
2 | 机 | 员工是否控制作业标准进行操作 | 不符合 | 员工不能完全按照要求操作 |
3 | 设备精度是否符合加工需求 | 符合 | ||
4 | 刀具是否符合加工需求 | 符合 | ||
5 | 刀具是否有磨损情况 | 不符合 | 刀具无更换记录 | |
6 | 料 | 加工余量是否符合要求 | 不符合 | 加工余量不统一 |
7 | 材料导角是否符合要求 | 不符合 | 倒角尺寸不统一 | |
8 | 法 | 转速是否符合加工需求 | 符合 | |
9 | 进给量是否符合加工需求 | 符合 | ||
10 | 环 | 对刀尺寸是否符合加工需求 | 不符合 | 不能完全符合要求 |
STEP3:制造工序认证输出
根据过程审核结果,制订改善计划。
表10-13 制造工序行动计划表
序号 | 提出日期 | 问题描述 | 措施对策 | 责任人 | 预计 | 完成状态 | 实际 | 验证人 |
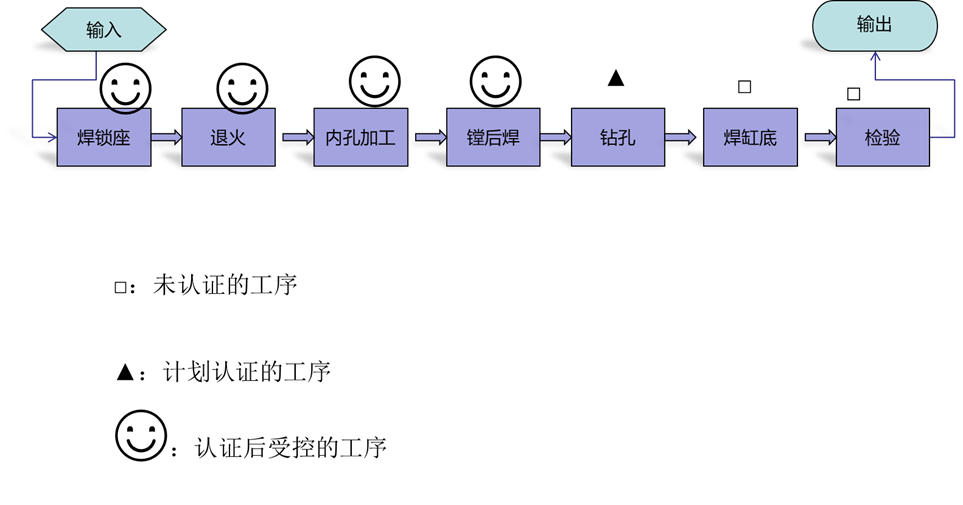
图10-6 总结并制订下工序认证计划

