
 不详
不详
12.6.1何谓快速切换SMED
SMED (Single Minute Exchange of Die),是一种快速和有效的切换方法,快速换模法这一概念指出,所有的转变(和启动)都能够并且应该少于10分钟,因此才有了单分钟这一说法。快速换模法能够降低产品型号、模具切换的损失,使设备综合效率最大化。
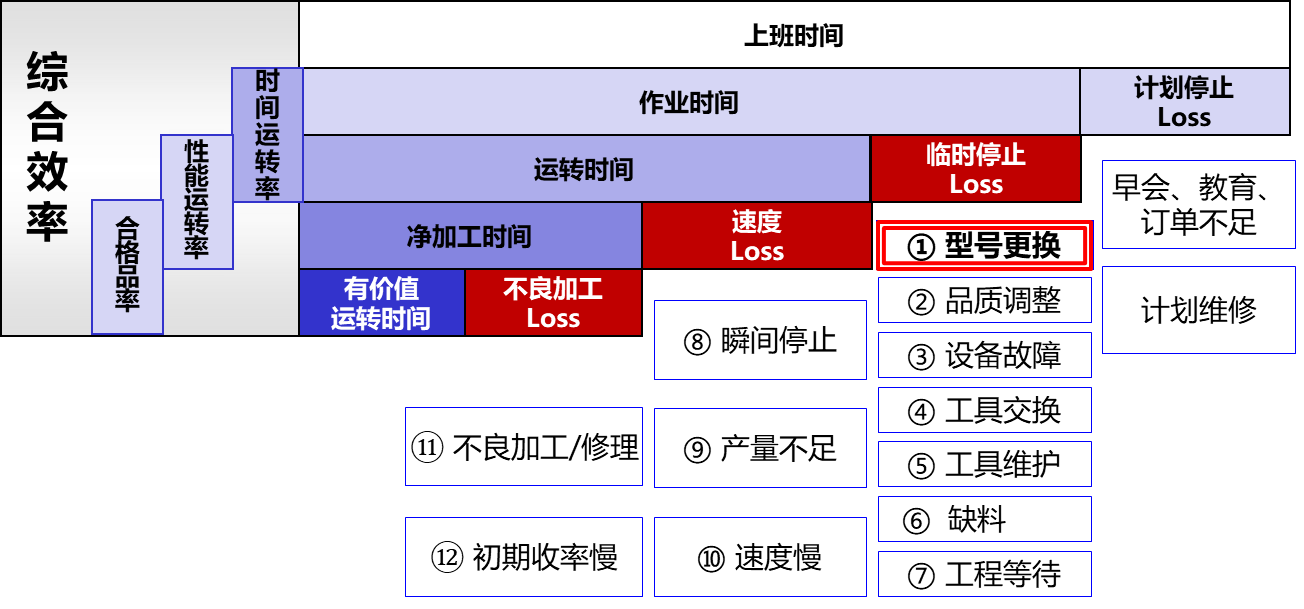
图12-6 设备综合效率和型号切换的关联图
12.6.2 快速切换SMED实施步骤
快速切换实施过程中,应关注内部及外部作业时间。
内部作业:必须在设备停机状态下进行的工作(如更换或拆卸零件)。
外部作业:可在设备还在运行状态下进行的工作(如准备、功能检查、零件与工具的运输等)。
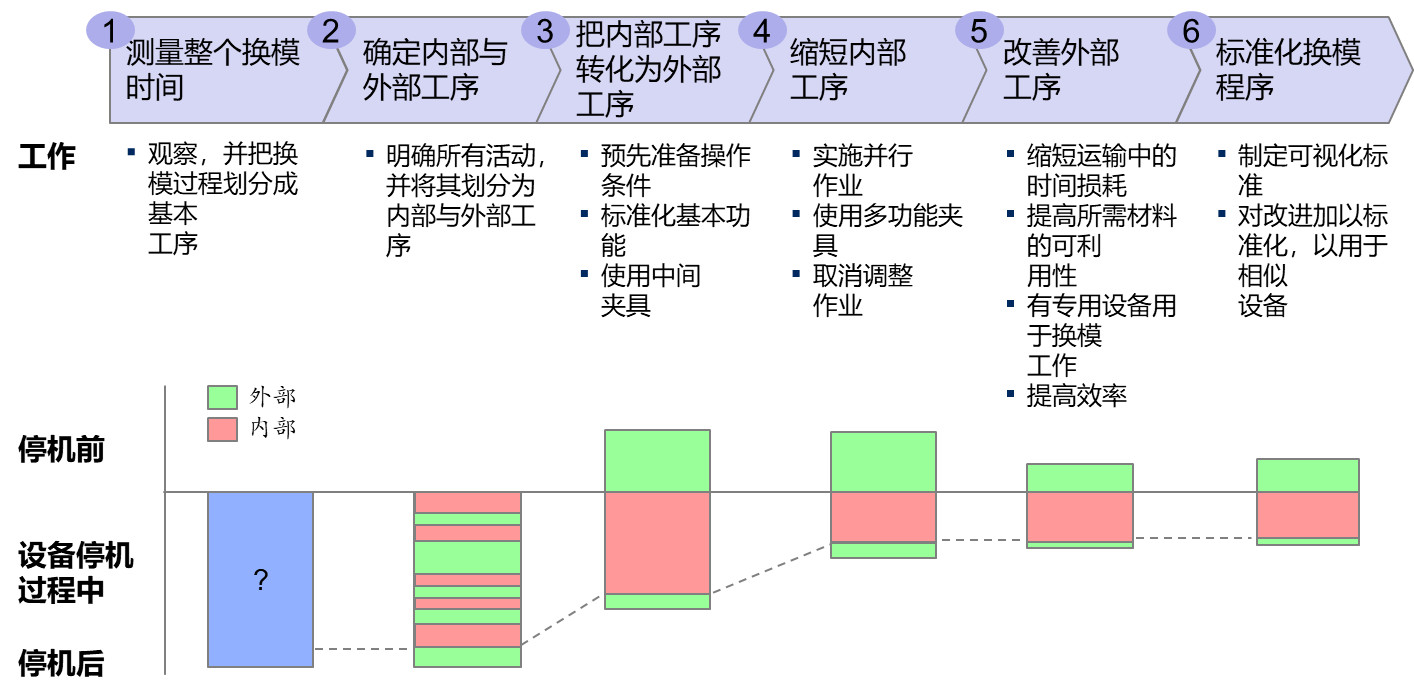
图12-7 快速切换SMED改善实施步骤
(1)测量整个换模时间
通过现状测量,将现场观察换模过程并将所有的步骤记录在观测表上,包含以下内容:
各种型号换模的平均时间?
现在的换模作业步骤和时间是多少?
换模的频率是多少?
换模需要哪些人参与?
换模前后的产品型号?
不同型号模具换模的时间是多少?
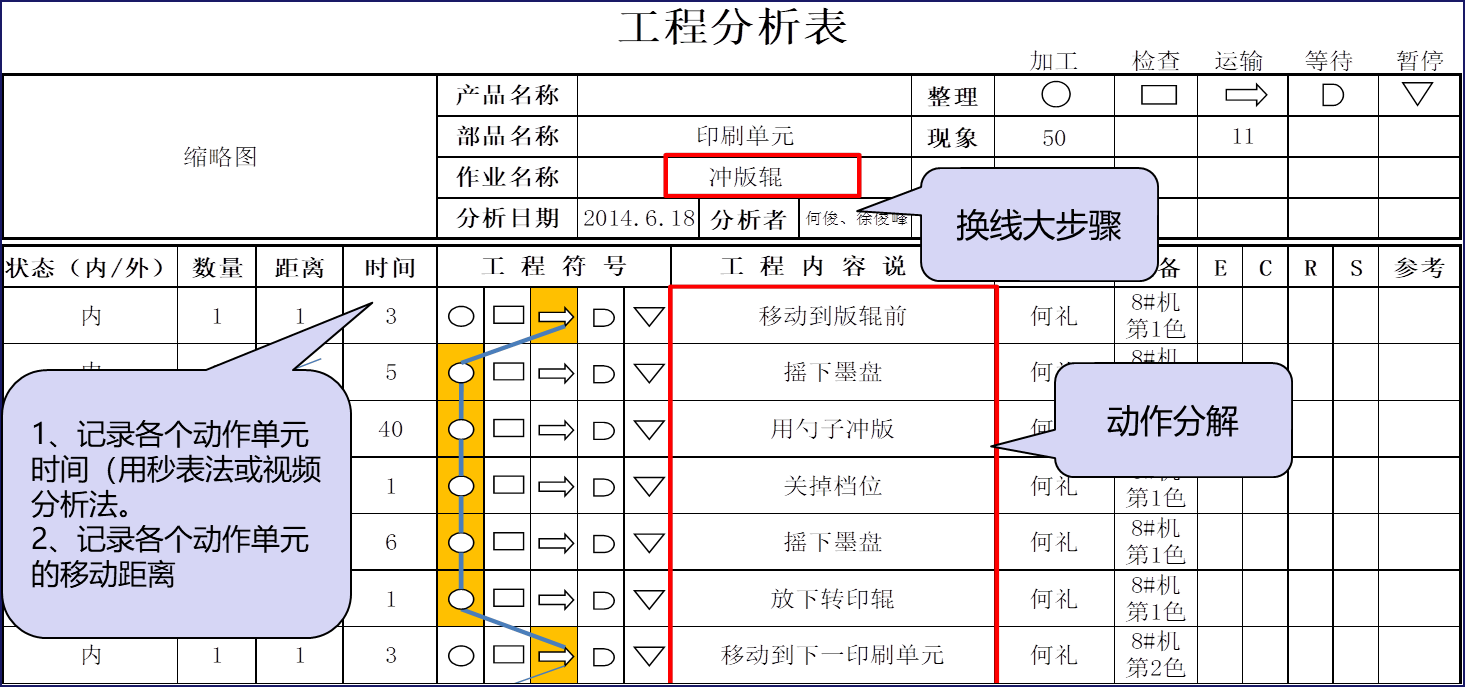
表12-15 快速切换SMED工程分析表
(2)确定内部与外部工序
把换模作业区分为内部准备作业、调整作业及外部准备作业。内部准备作业指的是必须把机器停下来才能做的准备作业,如模具的拆卸与安装;调整作业,指的是模具安装完成到第一个合格品产出的作业,也可称为调试作业;外部准备作业,指的是在机器运转中可做的准备作业,如材料的准备、准备换模所用的工具及模具的修理等。
在收集各项换模作业内时间,需注意下列要点:
不可遗漏作业内容,特别是与模具不直接相关的作业。
各项作业所需的时段统计需以正常作业时的多次实测值为标准,不可凭经验估计数据进行统计。
统计时段是由完成前一种产品的最后一个开始,到后一种产品的第一个合格品产出为止。
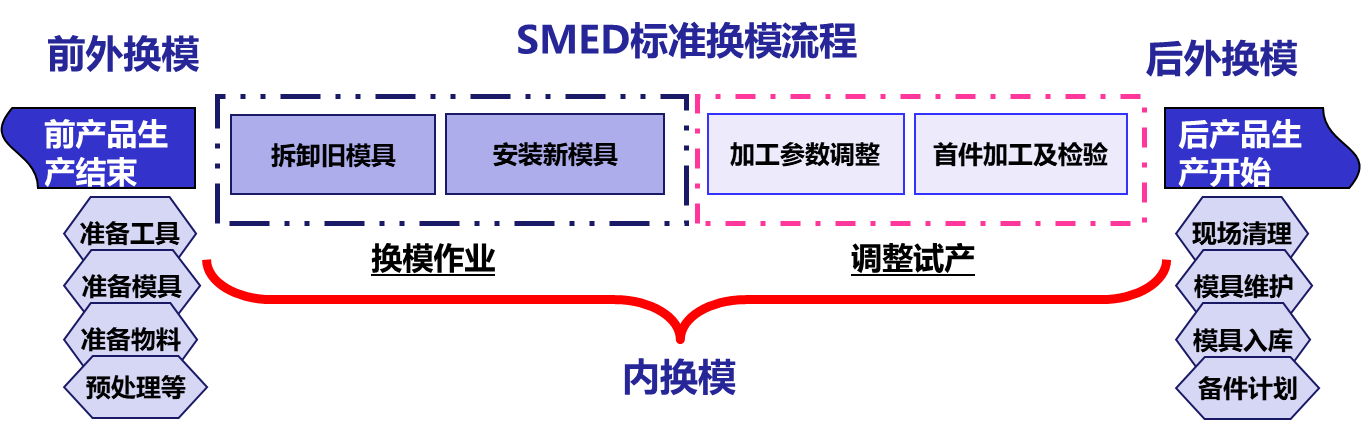
图12-8 换模流程图
(3)把内部工序转化为外部工序
停止设备才能进行内部作业,而外部作业则可在设备运作中同时进行,将内部作业转化为外部作业,可以提高设备的稼动率。以下情况可以将内部作业转化为外部作业:
停机后才将模具或工具等移至机台。
在换模的时候才发现工具或模具缺陷。
在换模过程中更换或维修配件。
在模具安装好后才发现模具的缺陷。
在换模过程中到处找配件、螺钉、材料等。
没有合适的升降设备、作业标准等。
表12-16 内部作业转外部作业改善案例
金属模具预热案例 | |
改善前 | 成型机的温度控制器附着于成型机上,每次都得将模具安装到成型机上才能进行升温作业,属于内部作业 |
改善后 | 将温度控制器移到成型机外部,并以加热和控制温度用的热传导线连接两者。当前一个产品生产尚未完成时,用台车提前将模具运到成型机附近,在不停止成型机作业的情况下,利用热传导线对模具进行加热。这样免除了将模具安装到成型机上加热的作业,更换模具后即可直接生产,有效提升了成型机的稼动率 |
表12-17 内部作业转外部作业改善案例
模具搬运案例 | |
改善前 | 模具的更换步骤为:先用台车将生产完毕的模具调往模具放置区,取回即将生产的模具进行安装作业,在往返搬运模具的过程,设备无法作业 |
改善后 | 在设备旁边设置模具准备区。模具的更换步骤为:将要进行生产的模具搬运至模具准备区,在不停止前一种产品生产的情况下,在线外将模具调整成右安装状态,取下生产完毕的模具,安装将要生产的模具并进行生产,将生产完毕的模具搬运至模具放置区 |
表12-18 内部作业转外部作业改善案例
工具准备案例 | |
改善前 | 工具虽然放置在换模者随身携带的工具箱中,但换模时,换模者需从工具箱里逐一挑选要使用的工具,造成生产线或设备停止时间过长 |
改善后 | 将所有需要使用的工具预先定位,也就是在换模前将要用的工具摆放至最便于操作的高度或位置。其余相关的物料、标准书等也要一并在设备旁预先定位,如此可以最大限度地节省时间,实现快速换模 |
(4)缩短内部工序
操作过程中同时实施
并行作业是指同时由两人或两人以上的人员实施的作业,可有效缩短换模时生产线停止时间。
表12-19 并行作业改善案例
改善前 | 改善后 |
|
|
改善前1人作业,改善后增加至2人并行作业,减轻了单人劳动强度;减少换模时间约65分钟。= |


取消调整
采用定位块、定位销、定位孔、定位导轨、卡规等方式减少使用拉尺、卡尺等需要调整的量具。
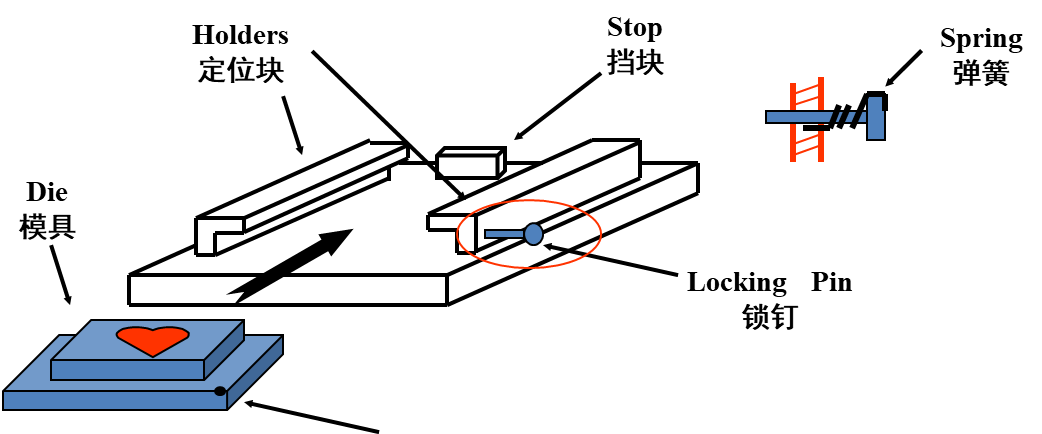
图12-9 取消调整改善案例
采用功能性夹具
采用多功能、通用夹具,使夹具尽量不需要更换;对相关工具进行改善,实现一按、一个动作和相互锁定方法。
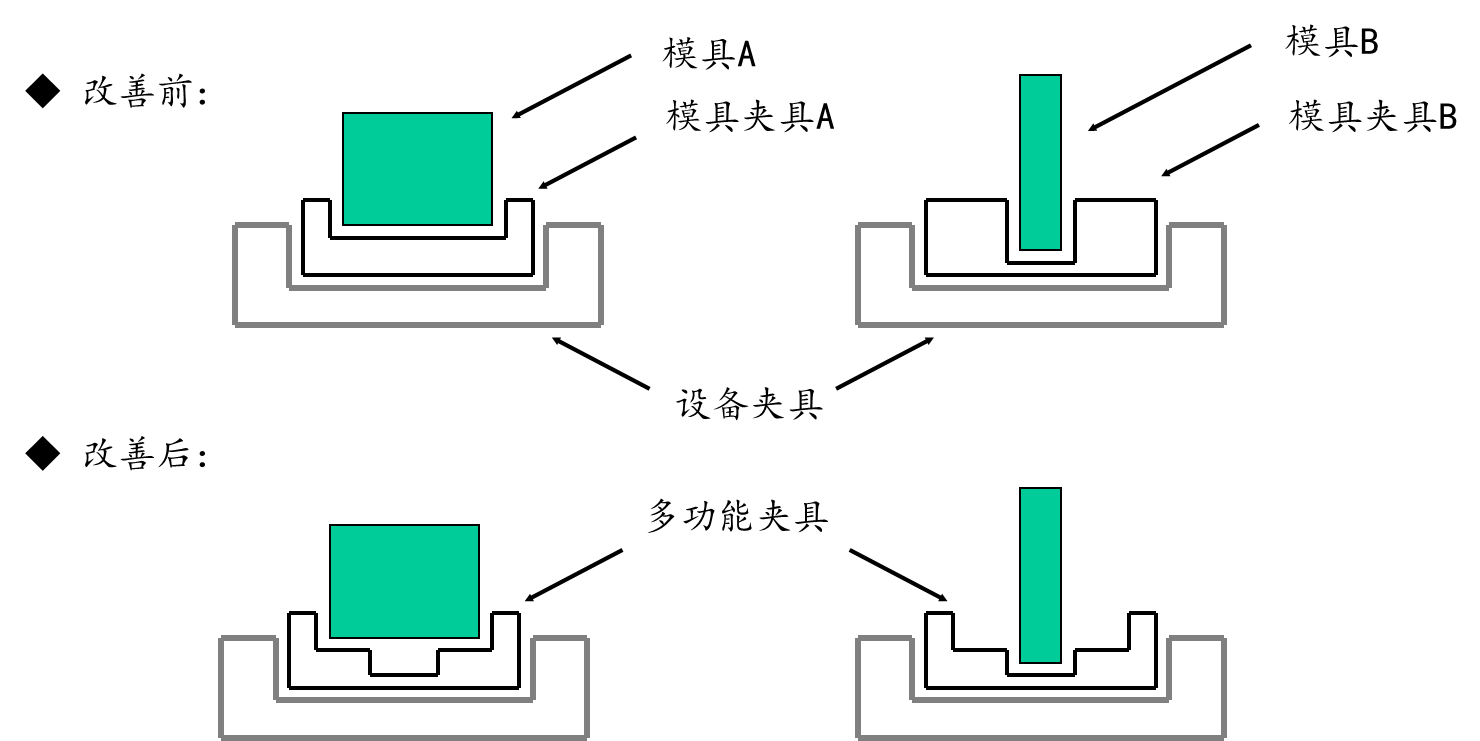
图12-10 多功能夹具改善案例
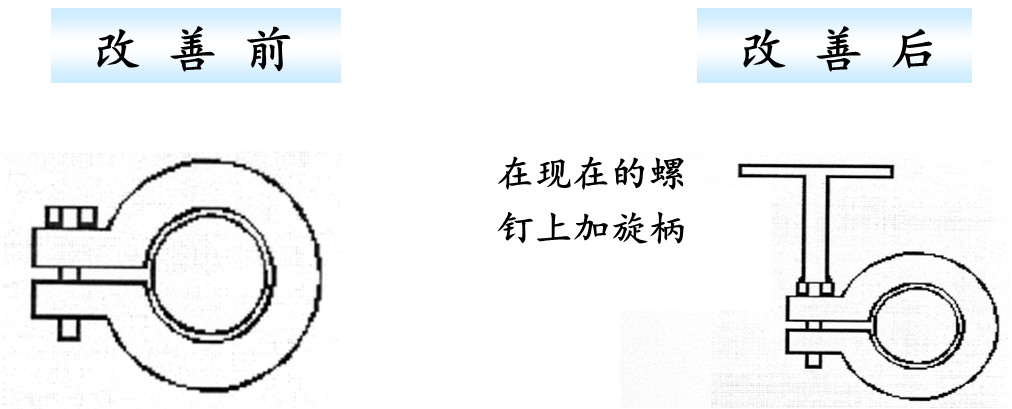
图12-11 取消工具改善案例
(5)改善外部工序
外部准备作业时间会影响换模整体时间的长短,缩短外部准备作业时间有助于减少换模时间。缩短外部准备作业时间的方法有对外部作业进行归类整理、减少换模的作业量、将外部准备作业标准化等。
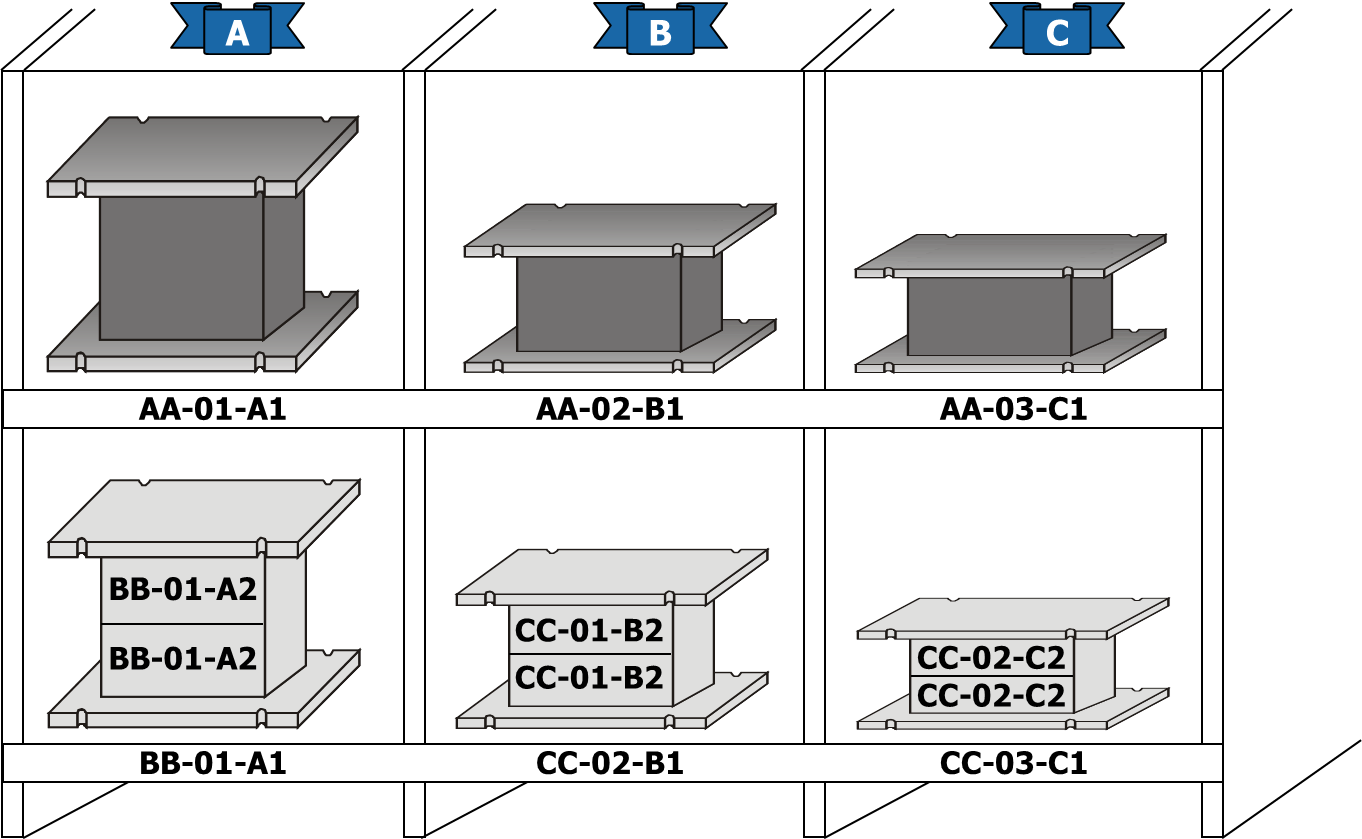
图12-12 模具规范化摆放改善
(6)标准化换模程序
当换模改善工具取得一定成果时,要将换模的作业内容及顺序进行标准化,供作业者及换模者遵照执行,有助于SMED工作的持续进行,其关键要素包含换线准备事项、区分内/外部作业说明、标准操作方法、标准作业图示、标准作业工具、标准作业时间、并行作业说明、其他事项等。
表12-20 换模作业标准书


