
 不详
不详
大野耐一的《丰田生产方式》自发行以来已经过了26年,现在仍然作为“丰田书籍”中的畅销书,被摆在书店里。可能是因为对该书没有读透,至今认为“丰田生产方式”是大野耐一一个人思考、提倡出来的人仍不在少数。但是,事实上不是这样的。“丰田生产方式”的基础,是丰田集团的创始人丰田佐吉和其长子-创建丰田汽车的丰田喜一郎社长构筑起来的。下面简单回顾一下历史。
众所周知,丰田生产方式里有“自働化”的概念。这里的“働”不是“自动”的“动”,而是带人字旁的“働”。当时的自动织机面临的课题是“断线”。机器转得越快,“由断线引起机器停止”的问题就越严重。织机的工作原理是,在纵线之间用“杼”往返以插入横线,通过线的交叉织出布来。在织的过程中,横线会用完。横线用完以后,织机的动作也不会停止。于是,为了能够尽快补充横线,要在每台机器前面安置一名女工监视。丰田佐吉针对这种情况,便想出了一个当横线的乘余部分减少时,机器可以自动发现,并换上新“杼”的装置。但是,光这样还是不能把女工从机器旁解放出来。
图3-2-1 丰田自働化的含义
因为,虽然没有横线用完的频度那么高,但会时不时出现纵线断掉(切断)的问题。哪怕几千根纵线之中有一根断掉,织出的布也会失去商用价值。于是,只能将布拆开至断线的地方,然后再按上,重新织。如果在纵线断掉的瞬间机器不能停止,则后面的补救工作就会很麻烦,于是不得不在每一台机器前面都安排一名女工专门监视断线。
针对这种情况,丰田佐吉便开始思考能否制造出能够在纵线断线的瞬间自动感知、自动停止的机器。即监视机能不用人来做,而是让机器来完成。如果机器在发现异常情况时能自动停止,并发出警报,然后等在那里,则女工们就可以从机器旁解放出来,只负责调整停止的机器就可以了。这样,一个人就可以同时负责很多台机器。对这种可以在自己“转动”的同时,自己发现异常,自己停止并进行等待的机器,丰田佐吉为之取名为“自働机”。
在IT连影子都没有的时代,丰田佐吉以毫不动摇的执著心,终于开发设计并制造出了这一“大作”。结果,1名女工可以同时管理大约30台机器,这就是丰田佐吉曾经轰动一时的发明经过。
丰田佐吉怀着对自己开发的“自働机”的自豪感,将自己公司的名字定为丰田自织机制作所”。很多人以为丰田佐吉没有什么学问,把汉字搞错了,于是好几年都把名字写成“自动织机”。对此感兴趣的读者,可以到名古屋车站附近的“产业技术纪念馆”去参观一下。
下面再来看一看“自働化”的意思。生产和工作都避免不了“异常”情况。可以说,每天的生产,都会发生各种各样的“异常”,需要马上处理。现场希望尽可能减少异常的发生,对于可能发展成致命问题的异常,则希望绝对避免。为此,最好的办法就是防患于未然。“自働化”就是针对这种情况的概念。即在机器里设置各种“监视活动”的机能,以防止事故和问题的发生。同时,尽可能不让机器自身发生异堂,从而提高质量和产量,这也可以实现节约日人(省人化)另一个效用是从“通知异常”中派生出来的“可视化”。
现在,在比较先进的工厂里,使现场的现状、发生的问题、有多少中间产品和完成品等都可以一目了然的“可视化”活动在各领域迅速推广。这个概念就来自于丰田生产方式,而如今已经被活用于各个领域。“可视化”实际上就是让管理实现可视化,现在这句话已经成为了通用语,不只是生产现场,同时也被活用于其他行业或岗位。
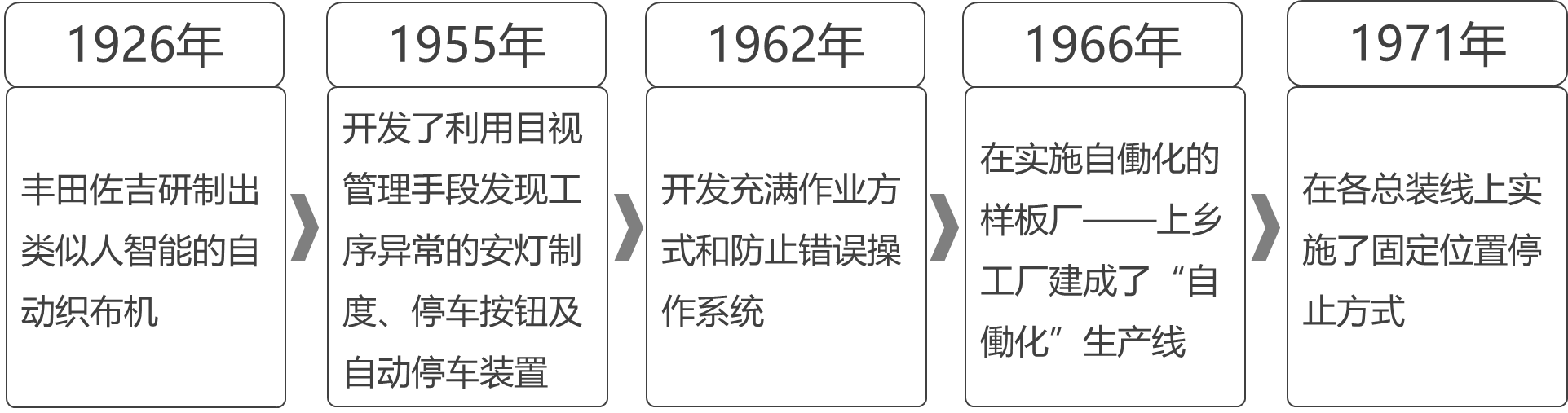
图3-2-2 丰田自働化的历程
自働化 | 基本原则 | 实施的工具\方针 | 目的 |
在工序内造就品质 | 自动检测并能够判断 出现异常停机/停止作业 显示异常(ANDON显示屏) 临时对策和再发生防止对策的制定和实施 加工完了立即停止 | 消灭残次品的流出 明确异常所在,防止异常再发生 不过量生产 因此使“在工序内造就品质” 变得可能 | |
省人化 | 将人和机械的工作分开 安东原理 再发防止 | 不做设备看守人,使设备像人一样工作的思路,即使异常发生,因为机械可以自动停止,不必有人守在旁边监视机械,提高作业效率 可在设备运转时等待的时间里去做其它工序的工作,从而实现“省人化” |
表3-2-3 自働化的两条原则
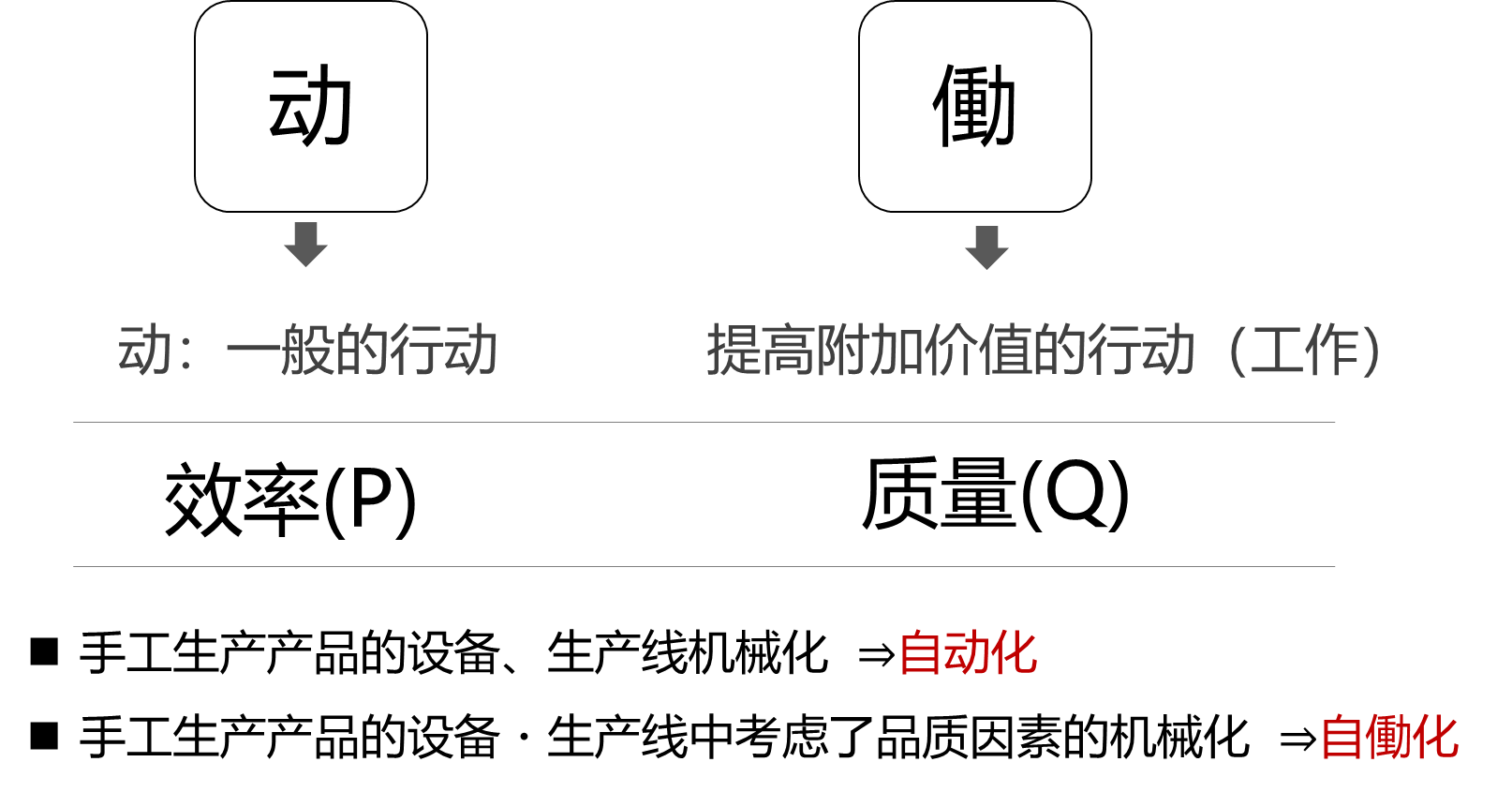
图3-2-4 动与働的区别
安东系统是一种以亮灯的方式,用可视化进行分析提醒功能异常变化情况的发生,在我国中国古代社会其实我们就有一个类似的方式,比如对于长城烽火台的狼烟公司使用,当有敌人入侵,通过烽火台接连点狼烟,用可视化的方式实现长距离提醒敌情的发生。安东 系统是丰田汽车在日常生活生产企业管理中,因为产品生产线存在异常的发生问题不能没有及时的处理,研发了拉绳式报警控制系统,就像消防员救火一样,发现自己岗位设置一处灯出现了异常以及颜色,就马上开始进行数据处理,这套安东 系统是丰田汽车引以为傲的管理会计系统,是丰田精益求精发展模式到现在起着非常至关重要的作用,至今在美国肯塔基丰田汽车的工厂中,你可以发现在丰田汽车技术展示活动中心的一块展示牌上,最醒目的位置就标注着“安东拉绳系统”,这是由于丰田品质文化自信的宣示。
安东系统已成为制造执行系统中的一个模块。他的意义不言而喻。它正在改变和适应当前的生产环境和需要。
安东(ANDON):是一种可视的、可传递声音的沟通系统,显示异常发生的装置,它将生产线上开关和生产线上(或管理人员附近)的灯相连,使生产线需要其他有关人员帮助时,作业者按动开关通知有关人员,它是用来帮助生产班组改善产品质量、提高作业效率的工具。
一般情况下,绿色灯表示正常运转,黄色灯表示缺料/搬运,浅灰色灯表示换产,白色灯为质量,红色灯表示停线/设备停机,蓝色灯为产量计数。
在实施安东管理的过程中有两大工具:目视管理+定位停止
目视管理就是将问题可视化出来,让班组长能够清晰的看清楚出现了什么问题。
定位停止就是在停止的位置是否可以解决问题,不能解决问题了,必须要升级问题,让班组长更高级别的人来解决问题。

图3-2-5 定位停止
安东的作用
【识别问题】现场的监督人员必须知道目前的作业状况是否顺利。
【把握现状】监督人员必须尽快把握现场的异常或问题,并使之正常。
【问题类别】使监督人员能知道在现场所发生的异常或问题
【目视管理】有了安东,就可把发生在现场的异常或问题加以明示。
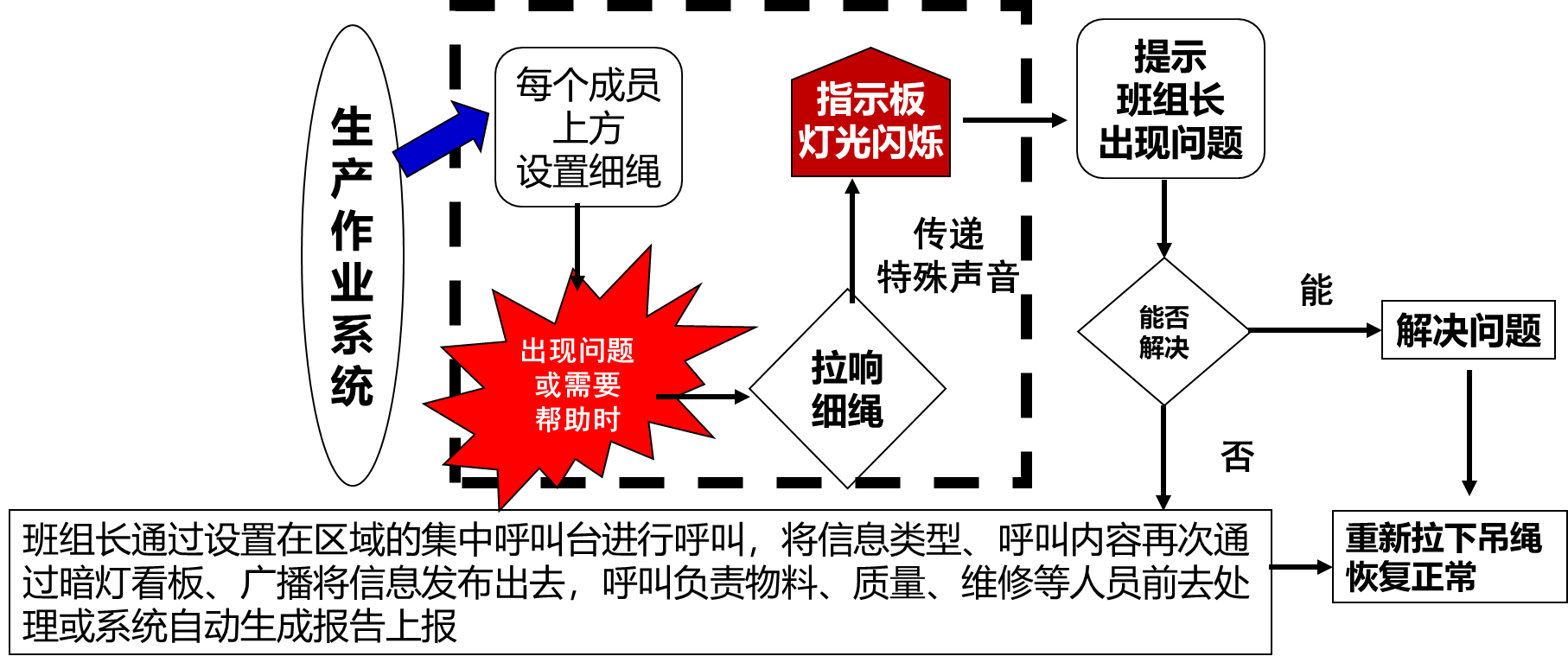
图3-2-6 安东系统运作模型

