不详
不详
9.2.1 QC工程图概述
QC工程图是针对某产品从原材料进厂到成品出货的各工序,以图表的方式明确其管控点,包含产品特性、控制内容、控制方法、检查方法等内容。
最大限度地减少过程和产品变差;使QC工程图的控制要求在整个产品寿命周期中得到保持和使用,确保按顾客的要求制造出优质的产品。表9-7为QC工程图基本格式。
表9-7 QC工程图基本格式

QC工程图填写说明:
工序
产品的生产工序步骤,与变量流程图、FMEA描述一致。
设备/工具
制造用机器、装置、夹具、工装,填入每一操作过程中用到的生产设备的名称。例如:生产/制造/加工过程中用到的机器设备、装置、模具、夹具或其他工具箱。
过程/产品特性
对于从中可获取计量或计数型数据的过程或其输出(产品)的显著的特点、尺寸或性能;产品特性是指所描述的部件、零件、成品的特点或性能;过程特性与被识别产品特性具有因果关系的过程变量(输入变量)。
RPN/分类
RPN:指风险顺序数,同FMEA。该过程的RPN值越大,证明该过程的质量风险越高,需要重点管控。
分类:指特殊特性分类,影响顾客安全、法规符合性、功能、配合或外观的重要特性。
标准
对于从中可获取计量或计数型数据的过程,或其输出(产品)的显著的特点、尺寸或性能。可填入产品、过程规范、公差的要求,产品和/或过程的规范、公差可以从各种工程文件获得。
评估/测量技术
零件在生产过程中所使用到的测量设备的名称,包括测量零件、过程/制造装置所需的量具、检具、工具和/或试验装置。
控制方法
控制方法取决于所存在的过程类型,可采用(但不限于)统计过程控制、检验、计数数据、防错(自动/非自动)和取样计划等来对操作进行控制。
样本容量/位置、频率
容量/位置:当需要取样时,列出相应的样本数量或位置。
频率:当需要取样时,列出相应的取样频率。
记录
采取不同的控制方法,控制的结果应形成相关记录;记录的形式可以是电子记录,也可以是书面记录,不限于形式。
责任人
控制该工序过程/产品特性、记录的第一责任人。
反应计划(异常处理)
反应计划规定了为避免生产不合格产品或操作失控所需要的纠正措施。这些措施一般由最接近过程的人员(操作者、作业准备人员或主管)执行,生产现场的班/组长监督,并应在反应计划中清晰地将其指定出。
反应计划可包含但不限于遏制、调查、记录(好的和/或坏的事项)、调整、通知班组长、标识、隔离、返工/返修、报废、100%检验等。
9.2.2 QC工程图应用
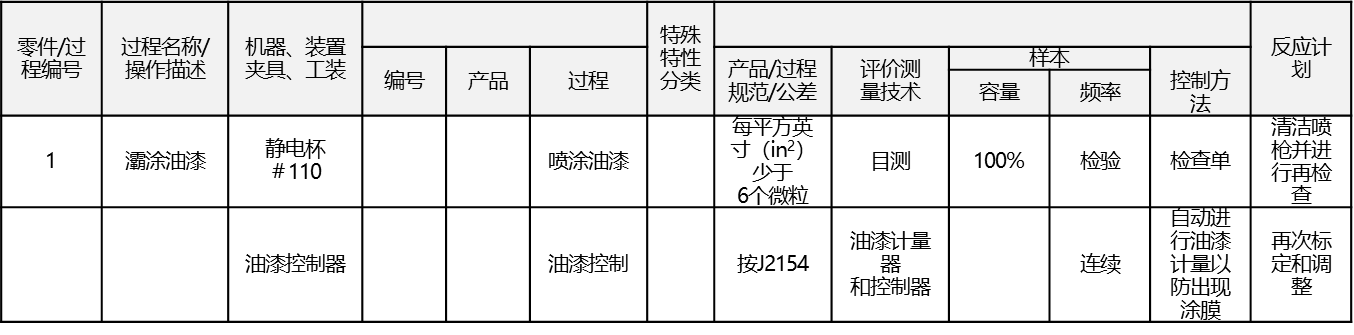
表9-8 以人员为主的过程的QC工程图
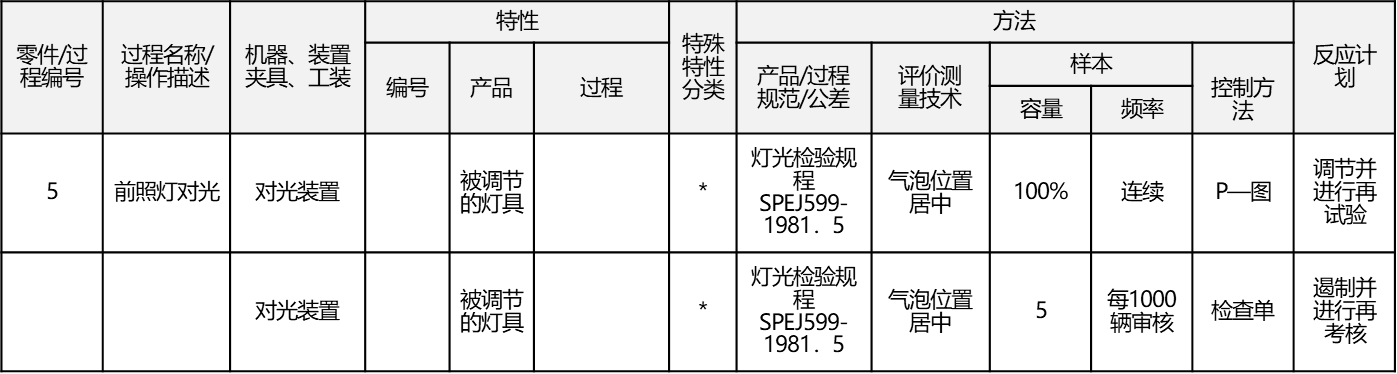
表9-9 以设备为主的过程的QC工程图
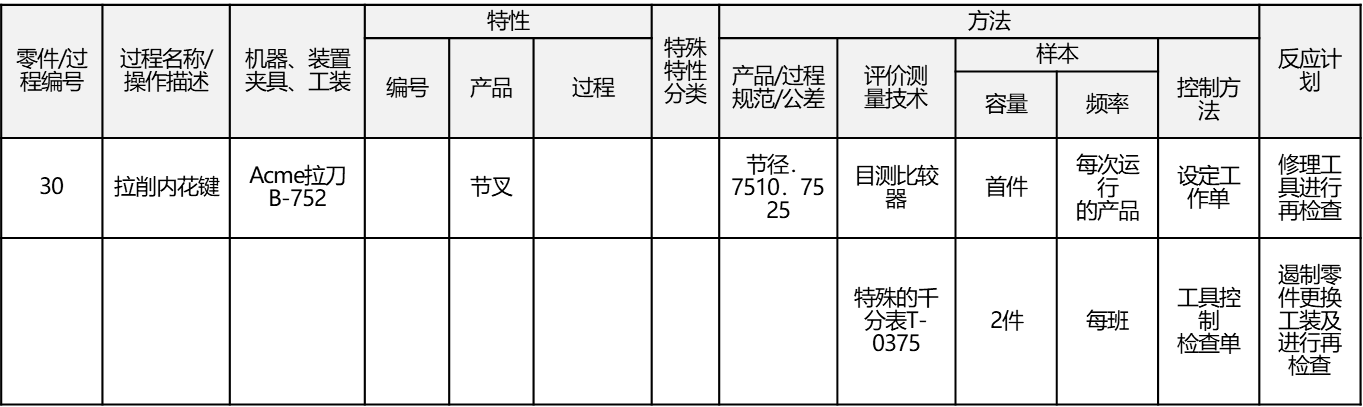
表9-10 以材料为主的过程的QC工程图
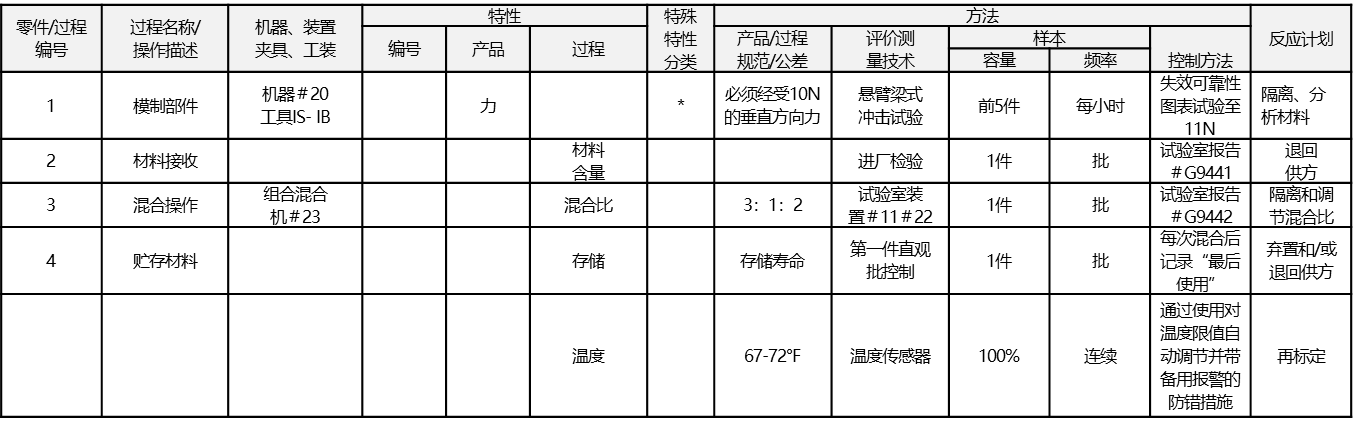
表9-11 以方法为主的过程的QC工程图