
 不详
不详
7.2.1 标准工时概述
标准工时也叫标准作业时间,是指在预定的环境下,使用预定的方法和设备,由训练有素而适宜的操作者,在没有受到生理方面影响的情况下,以公司认可的正常操作速度,完成一个操作单元的作业量所需的时间。
熟练工按照预定的标准作业方法,以标准速度来完成一个操作单元的作业量所需的时间。
不是日单位,而是1个、1回、1批次的单位。
不是任何人都能做到,或者马上能够达成的。
表7-4 标准工时条件表
序号 | 维度 | 具体内容 |
1 | 标准作业方法 | 在预定的环境条件下(照明、温度、湿度、噪音等) |
使用预定的方法和设备 | ||
2 | 完成作业能力 | 具备该作业所需的熟练度与适应性的操作者 |
接受过该作业的培训,并且认为在生理上能够承担该任务的前提下 | ||
3 | 标准作业速度 | 按照标准速度来完成作业时,完成一个操作单元的作业量所需的时间 |
7.2.2 标准工时结构图
标准工时由正常作业时间、一般余量时间及特别余量时间组成。
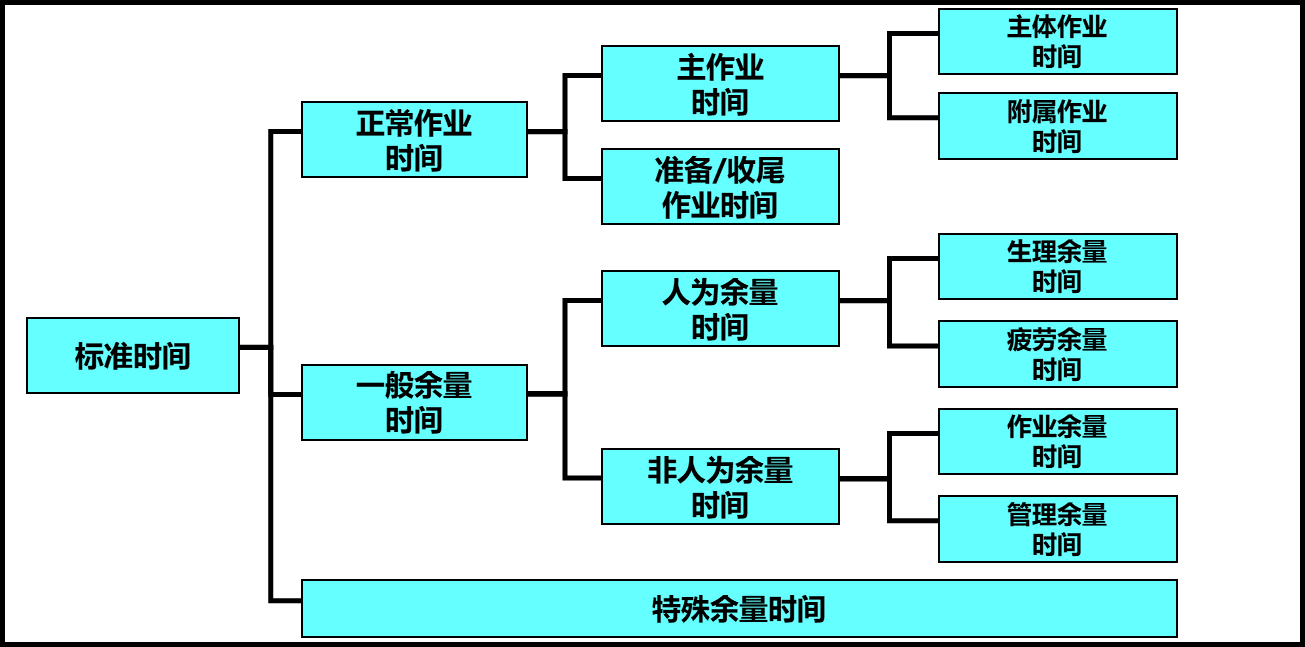
图7-6 标准工时架构图
表7-5 正常作业时间参考表
区分 | 内容 | 事例 |
主体作业 | 直接参与材料和部品的变形或变质,达到创造附加价值目的作业 | 切削加工、螺丝加工、冲压加工 部品的组装(螺母的拧紧) 机械的手动操作 |
附属作业 | 伴随主体作业的每个周期发生但间接作用于工作目的要素 | 材料的分离 加工物品的尺寸测试 加工物品的定位 |
准备/收尾作业 | 为主作业而做的准备、结束、搬运等,作业在每批次或每周期内定期发生1次的要素 | 作业前材料的准备,加工物品的准备(每批次) 换型作业 搬到加工物品的存放区域 |
表7-6 余量时间参考表
区分 | 内容 | 事例 |
作业余量 | 由于材料、零件、机械、工具等生产相关物品造成的非周期性、不规则的准备或是清扫等类似的作业,一般在15分钟内完成 | 机器/工具调整 机器/工具注油 工具更换 修理材料的细微的缺陷音 不定期加工品(材料)的补充 |
管理余量 | 与作业无关的,以管理为目的发生的延迟 | 设备维护(点检,修理,等) 业务联络 作业中的作业指导 事务处理 规定时间的整理整顿 会议及早会 作业途中的作业指示 |
生理余量 | 为满足人的生理的需求因素 | 上卫生间、喝水、擦汗 |
疲劳余量 | 为恢复由作业环境引起的疲劳产生的延迟因素 | 室内温度高潮湿的环境中作业 灰多的环境中作业 重量物的移动 |
特殊余量 | 根据产品工艺特点、生产计划周期长短、不同的产品、不同生产线等具体情况设定特殊余量,无特别原因不可乱加特殊余量,那样将失去标准时间的客观性与准确性 | 学习余量 机械干涉余量 奖励余量 不同作业人群余量 小批量余量 |
7.2.3 标准工时计算公式
标准时间=正常作业时间×(1+余量率)
正常作业时间=观测作业时间×评价调整系数(Rating)
标准时间=观测作业时间×评价调整系数(Rating)×(1+余量率)
7.2.4 标准工时测定方法(直接测定法)
STEP1:收集资料
(1)确定操作方法
未经方法研究而做的时间研究是没有意义的,因为操作方法不同,所消耗的时间亦不同。例如:在一块铸件上镗直径为40mm的孔:
A 方法:在车床上先钻孔,然后以内圆车刀镗孔而达到规定的尺寸。
B 方法:在铸造时预留一孔,由旋臂钻床直接钻成所需尺寸。
两种加工方法消耗的时间是不一样的,并且若选用的机床转速、走刀量不同,所花时间也不同。因此,时间研究人员在测时工作之前必须先经过方法研究,使该项操作的所有单元都确定了标准方法、机床的转速、走刀量等因素都应确定标准,并绘制出该操作的操作人程序图。
(2)确定材料规格
在机械加工中,不同的材料一般应选用不同的刀具,不同的加工尺寸有不同的加工次数。因此,在时间研究之前,必须先就材料规格的标准化进行讨论,并予以确定。
(3)确定所使用的设备和工艺装置
因为机床的性能、精度、功率、附件状况、工具、夹具等对加工时间均有明显的影响。例如:在其他一切条件不变的情况下,使用合金车刀比高速钢车刀所需要的机动时间可能减少一半以上。
(4)确定被观测者的素质
时间研究人员要慎重挑选被观测对象。一般应挑选“平均工人”作为观测对象。所谓平均工人是指该工作人员在智力、体力、技术熟练程度均为同类工人的平均程度。
(5)记录工作的环境因素
例如:温度、湿度、照明、噪声程度等。
STEP2:划分操作单元
标准时间制定时作业组成水准越低越精确,但设定与管理难度也随之加大,一般在2~3级水准上制定标准时间较好。
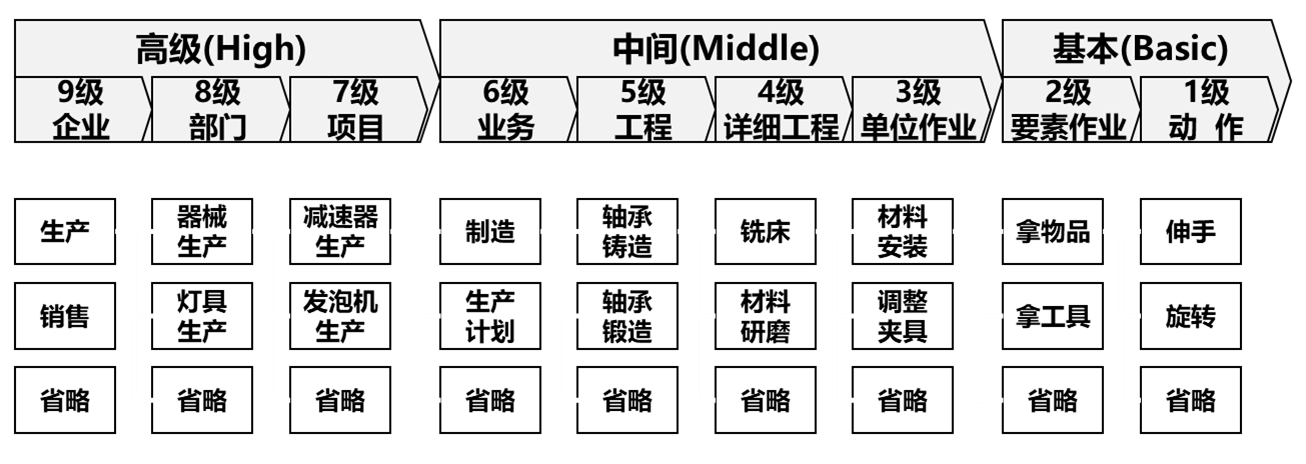
图7-7 操作单元分级表
STEP3:实际作业时间观测
前面的步骤是测时的准备工作,准备工作就绪即可开始测定。以下仅介绍前面提及的最常用的连续测时法的使用。
表7-7 时间观测步骤
步骤 | 具体内容 |
1.选定观测对象 | 1.与现场的相关人员联络及沟通达成共识。以改善为目的而进行的时间观测,要选取熟练的作业者为观测对象 2.如果以设定标准时间为目的时,则以普通的作业员为观测对象 |
2.了解标准的作业内容 | 通过对标准作业指导书进行了解 |
3.将作业分割成要素作业 | 1.观测的最小的分割单位:以要素作业为观测单位(按实际情况有时也可采用以单位、工程为观测单位) 2.分割的重要依据是:分割后的要素作业可以给另一个人做,而不会影响作业的连贯性和完整性 |
4.时间观测 | 使用秒表、视频等方法进行连续观测,一般以“秒”单位 |
5.观测数据整理 | 将数据剔除异常情况,填入“时间观测表” |
STEP4:评价调整(Rating)
时间评比是一种评价与调整的技术,其目的在于把实际作业时间修正到合理的作业速度下的时间,消除因被测量人个人的工作态度、熟练度及环境因素对实测时间的影响。
表7-8 西屋法评比系数总表
(A)熟练系数(SKILL) | (B)努力系数(EFFORT) | 熟练度评价基准表 | 努力度评价基准表 | ||||
超佳 | A1 | +0.15 | 超佳 | A1 | +0.13 | A1 动作犹如机械作业标准,稳定 | A1很卖力地工作,甚至忽视健康 |
A2 | 0.13 | A2 | +0.12 | A2 动作极为迅速,衔接圆滑 | A2速度不能持续 | ||
优 | B1 | +0.11 | 优 | B1 | +0.10 | B1能正确地工作而不需要检查/核对;有高度的适应性 | B1工作方法很有系统,动作快而有节奏 |
B2 | +0.08 | B2 | +0.08 | B2十分有效地使用机械设备,动作节奏快,工序正确 | B2动作熟练,并对改进工作很有热心 | ||
良 | C1 | +0.06 | 良 | C1 | +0.04 | C1可以指导他人提高熟练程度;完全不犹豫,可担任高精度的工作,动作相当迅速 | C1工作地布置井然有序且有节奏作业,并能适当使用工具 |
C2 | +0.03 | C2 | +0.02 | C2相当稳定的速度工作,几乎不需接受工作指导 | C2对工作负责并很乐意接受建议 | ||
平均 | D | +0.00 | 平均 | D | +0.00 | D对工作有信心,对工作熟练得心应手,成果好,速度正常 | D保守虽接受建议但不执行,有工作安排 |
可 | E1 | -0.05 | 可 | E1 | -0.04 | E1对机械的用法相当熟练,有大致的工作安排,但不具有充分的信心,速度迟缓 | E1勉强接受建议,工作时注意力不太集中 |
E2 | -0.10 | E2 | -0.08 | E2偶尔发生失败,浪费时间,但能自纠,不犹豫 | E2受生活不正常的影响,需摸索工作 | ||
欠佳 | F1 | -0.16 | 欠佳 | F1 | -0.12 | F1对工作未能熟悉,不能得心应手,显得笨手笨脚适性差 | F1有多余的动作,需摸索,工具使用不当 |
F2 | -0.22 | F2 | -0.17 | F2工作犹豫,没有信心,常常失败,不具有工作的适应性 | F2浪费时间较多,工作迟缓懒散,工作地布置紊乱 | ||
(C)操作环境Surroundings | D一致性系数Consisteny | 操作环境考虑因素 | 工作一致性考虑的要素 | ||||
理想 | A | +0.06 | 理想 | A | +0.04 | 1.温/湿/气/光对操作的影响 | 1.因找叉车/贮存容器或车间断料对作业连贯性的影响 |
优 | B | +0.04 | 优 | B | +0.03 | ||
良 | C | +0.02 | 良 | C | +0.01 | ||
平均 | D | +0.00 | 平均 | D | +0.00 | ||
可 | E | -0.03 | 可 | E | -0.02 | ||
欠佳 | F | -0.07 | 欠佳 | F | -0.04 |
假设对现场某员工的作业状态评价如表7-9所示。
表7-9 某员工的作业状态评价
评比因素 | 等级 | 符号 | 系数 |
熟练 | 良 | C1 | +0.06 |
努力 | 良 | C2 | 0.02 |
环境条件 | 平均 | D | 0.00 |
一致性 | 平均 | D | 0.00 |
评比调整系数=熟练+努力+环境+一致性
=0.06+0.02+0+0=0.08
当观测的作业时间为15秒时,
正常作业时间=观测时间×(1+评比系数)=15×(1+0.08)=16.2秒
STEP5:余量项目及余量率确定
设定余量时间方法不止一种,最重要的原则是实事求是,世界上100%准确设定疲劳余量的方法几乎没有,因为人群的体质特征都不同。
制定余量率的基本步骤
第一步:确定余量项目。
第二步:确定各余量项目的具体比率。
第三步:累计得出余量率。
生理余量、管理余量、作业余量可以根据Work sampling的方式进行观测并整理制定出合适的标准。
疲劳余量需要慎重考虑作业环境、作业强度、肉体疲劳、精神疲劳等后制定标准。特别要注意的是,必须认真听取现场员工与管理者的意见。
一般余量是构成标准时间的必要的一部分,但是特殊余量不是必须的,根据特殊的需要慎重应用。
表7-10 宽放系数评估表
项次 | 宽放项目 | 评价项目 | 评价内容 | 宽放率% | 工厂取值% |
一 | 生理宽放 | 喝水、上洗手间、擦汗等 | 1.轻松性质工作 | 3.50 |
|
2.较重性质工作或环境不良 | 6.00 |
| |||
3.举重性质工作或天气炎热无空调 | 7.00 |
| |||
二 | 疲劳宽放 | 努力度 | 1.较轻松坐式工作 | 0 |
|
2.拿轻物上下 | 1.00 |
| |||
3.重劳动、拿重物、移动、偶尔休息 | 1.50 |
| |||
4.超重劳动无休息 | 1.75 |
| |||
姿势 | 1.稳定的坐式作业 | 0 |
| ||
2.普通步行并携带物品 | 0.30 |
| |||
3.注意力集中的干干停停,姿势不自然 | 1.00 |
| |||
4.急速停止、启动、无休息 | 1.50 |
| |||
特殊的作业服装与工具 | 1.无特别处 | 0.00 |
| ||
2.口罩、长筒、草靴、手套等劳保用品有时用 | 0.20 |
| |||
3.基本需佩戴上述用品,但偶尔可以拿下 | 0.60 |
| |||
4.不间断使用 | 0.75 |
| |||
细致程度与眼部疲劳 | 1.需要细致作业 | 0 |
| ||
2.偶尔需谨慎细致 | 0.30 |
| |||
3.需要小心细致 | 0.40 |
| |||
4.经常需高度小心细致 | 0.70 |
| |||
重复动作与紧张度 | 1.几乎很少有重复 | 0 |
| ||
2.偶尔忙碌的需重复动作 | 0.30 |
| |||
3.繁忙且无变化的反复动作 | 0.40 |
| |||
4.强烈反复,枯燥反复 | 0.70 |
| |||
单调性 | 1.有一定兴趣并非反复动作 | 0 |
| ||
2.一定程度的反复动作 | 0.30 |
| |||
3.很单调但偶尔休息一下 | 0.40 |
| |||
4.不停地、连续单调不能休息的状态 | 0.70 |
| |||
创造性注意力 | 1.不需要 | 0 |
| ||
2.需要一点 | 0.30 |
| |||
3.必须具有 | 0.40 |
| |||
4.高度必要 | 0.70 |
| |||
对责任与危险注意度 | 1.不需要 | 0 |
| ||
2.对他人的安全及责任需普通程度的留意 | 0.30 |
| |||
3.对自身及他人的安全责任需特别注意 | 0.40 |
| |||
4.超级危险作业,需特别注意自己及他人安全 | 0.70 |
| |||
环境 | 1.环境清洁 | 0 |
| ||
2.有少许烟尘和臭味的污染 | 0.20 |
| |||
3.烟、污物、臭气、灰尘很多 | 0.25 |
| |||
4.上述污染非常严重 | 0.40 |
| |||
噪音 | 1.没有噪音 | 0 |
| ||
2.少许噪音 | 0.20 |
| |||
3.有噪音,但又间歇 | 0.25 |
| |||
4.持续不断强噪音 | 0.40 |
| |||
温度 | 1.有空调,温度正常 | 0 |
| ||
2.普通的温度变化 | 0.20 |
| |||
3.温度变化较大 | 0.25 |
| |||
4.温度变化极大,对人不利 | 0.40 |
| |||
光照度 | 1.光照度在标准之间 | 0 |
| ||
2.正常一般照明水平 | 0.20 |
| |||
3.光线弱或过强,影响人的情绪 | 0.25 |
| |||
4.非常弱的光线并且明暗变化强烈,严重影响情绪 | 0.40 |
| |||
地面 | 1.地面光洁 | 0 |
| ||
2.普通状态地面 | 0.20 |
| |||
3.潮湿不干净 | 0.25 |
| |||
潮湿容易滑到的地面 | 0.40 |
| |||
三 | 作业宽放 | 由于材料、零件、机械、工具等生产相关物品造成的非周期性、不规则的准备或是清洁等类似作业,时间在15分钟以内 | 3.00 |
| |
四 | 管理宽放 | 由管理制度造成的管理时间的占用,如班前会、交班会等 | 3.50 |
| |
合计取值% |
| ||||
五 | 特殊宽放 | 订单批量 | 1~19 | ×1.30 |
|
20~49 | ×1.20 |
| |||
50~99 | ×1.15 |
| |||
100~199 | ×1.10 |
| |||
200~499 | ×1.05 |
| |||
500~699 | ×1.00 |
| |||
700~999 | ×0.98 |
| |||
1000~2999 | ×0.95 |
| |||
3000~4999 | ×0.90 |
| |||
5000以上 | ×0.85 |
|
STEP6:制定标准时间
标准时间的组成,由前面五个步骤综合,标准时间是由最初用秒表/视频测得的时间,经评比率修正为正常时间,然后考虑宽放时间的加入,最后得到标准时间。
现以手电筒组装为例,此例中共有以下八个操作单元:
取发光装置外框,组装玻璃片。
组装聚光片。
组装灯泡。
组装灯泡基座。
组合手电筒身与发光装置组件。
装入电池。
组装手电筒尾座。
功能检查。
通过对这八个操作单元的10次观测,得到每个操作单元的平均操作时间。
表7-11 标准时间观测表
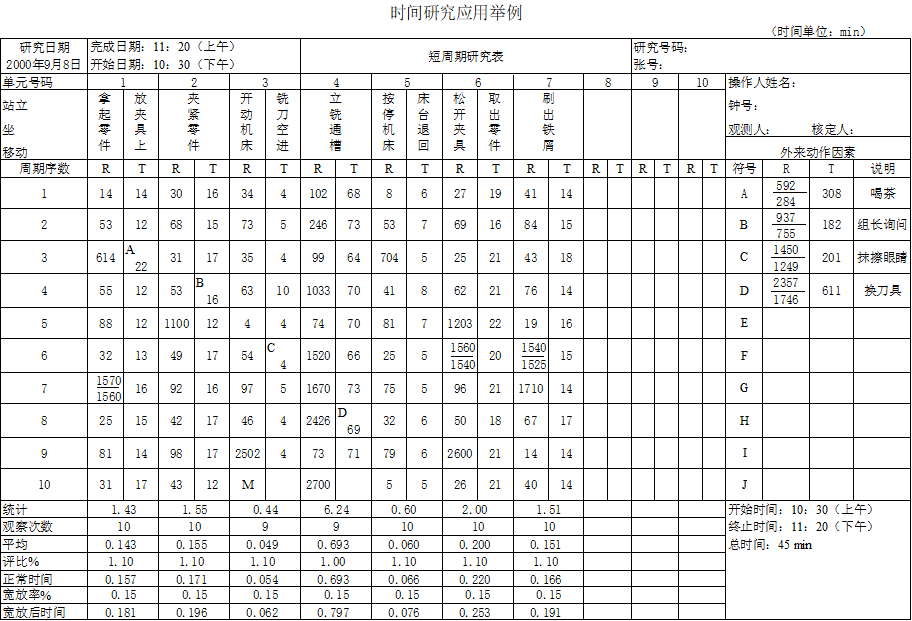
单元1,2,3,5,6,8的评比系数为110%,而第4,7操作单元的评比系数为100%,以第1单元为例(宽放率为15%),则:
正常时间=观测时间×评比系数
=0.143×110%
=0.157
标准时间=正常时间×(1+宽放率)
=0.157×(1+15%)
=0.181
如此类推,将各单元的标准时间之和求出后,即得组装手电筒的作业时间。

