
 宋华
宋华
每个人的经验和阅历不一样,所得到的审核结论也会不一样,所以我们建议一般审核由2~3人进行,这样才能对生产过程有个全面的认识,对质量有个全面的把控。
因为是1~2个人应对供应商的10多个人,所以掌握一定的现场审核技巧也很重要。
一般因特殊特性不同,对关键工艺的要求也不一样。
我们有一位德方的质量工程师,做这个产品已经有十年了,也跑遍了全世界这个产品的所有工厂,所以对这个产品是如数家珍,很是熟悉。
比如空调管,最主要的要求就是防止漏气,所以清洁是最主要的问题。
我们需要特别关注空调管的密封要求,不能有漏气的情况,所以在产品生产的每一步就特别关注漏气的问题:
首先,清洗管的内壁,不要有切管材料碎片的残留,在胶管和铝管焊接时,也要防止焊接碎片留在管内。
其次,当零件在工厂内运转的时候,要及时地扣上防尘罩,以防灰尘进入管内。
最后,在做验证测试(VALIDATION TEST)的时候,也应该先校验机器的好坏,是否运行正常,是否影响最终的试验结果。
只有避免了这些有可能影响质量的因素,最终产品的质量才能得到保证,而往往一个有经验的SQE都是会基于过去的经验,抓住这个重点,这样才能进行一次成功的过程审核。
两个过程审核的实例
1.产品1:
(1)日程
第一天
开始 | 结束 | 内容 | 参加者 |
8:30 | 9:00 | 日程回顾 | ××× |
9:00 | 10:30 | 文件审核 | ××× |
10:30 | 12:00 | 过程审核 | ××× |
12:00 | 12:45 | 午餐 | ××× |
12:45 | 17:00 | 过程审核 | ××× |
17:00 | 17:30 | 总结和改善计划 | ××× |
第二天
开始 | 结束 | 内容 | 参加者 |
8:30 | 9:00 | 人事 | ××× |
9:00 | 10:30 | 维修 | ××× |
10:30 | 12:00 | 实验室 | ××× |
12:00 | 12:45 | 午餐 | ××× |
12:45 | 14:00 | 物流 | ××× |
14:00 | 15:30 | 供应商管理 | ××× |
15:30 | 17:00 | 总结和改善计划 | ××× |
(2)问题清单
我们会在供应商项目经理的陪同下来到进料检验的地方开始我们的审核。我所准备的检查清单具体如下:
进料检验部门。
工艺文件(Process document ),有没有对供应商的持续改进的要求。
有没有工装的校验(标签、记录和可追溯性)。
有没有来料检测报告。
成品仓库。
有无做先进先出(First in First out)。
有无可追溯性(零件号码、生产日期、工艺过程、机器、工具、人员、测试状态)Traceability (part number, production date, process,machine, tools,people,test status)。
有无检测报告(Inspection report)。
有无控制计划(Control card )。
有无测试报告(Test report)。
来到生产线(Production line),对于每一个工艺过程都要关注,特别是那些影响特殊特性的工艺流程。
机器清单(machine list)。
KPC关键特性控制(重要的工艺,注意把文件与现场相比较)(Important process (compare document with reality)。
现场操作指导书(Operation instruction on site)。
机器指导书(Machine instruction)。
测试指导书(设备、方法、频率)Test instruction(instrument, method, frequency) 。
操作指导书(Working Instruction)。
机器的校验(标记、记录和维护计划)Calibration of machine(labeling, records, and maintenance) 。
首件和检测报告(First sample and inspection report)。
返修过程(指导书,返修和报告)Rework process (instruction,rework, and records)。
人员(技能矩阵,内部/外部培训)People(skill matrix, internal/external training) 。
现场清洁(Housekeeping)。
安全和健康(Safety and healthy)。
X-R过程能力研究。
④来到实验室(Laboratory)。
检测设备的校验(标记,测试,数据,谁)Calibration of measuring (labeling, test, date, who) 。
设备清单(Equipment list)。
⑤来到子供应商管理(Sub supplier management)。
工艺文件(process document )
供应商审核计划(评估,报告,频率,问题清单)[Supplier audit plan(evaluation, report, rating, rating, open list)。
项目的统计、子供应商的时间计划(Statistic for project sub supplier time plan)。
PPAP发布(Psw)psw[PPAP release (PSW) PSW]。
供应商抱怨(8D 控制计划)[Supplier complain (8D-control plan) ]。
客户抱怨(8D 控制计划)[customer complain(8D-control plan.) ]
反馈到上层领导(不良品,PPM)[Escalation to up level leader (defect, PPM) ]。
更改管理(零件历史、过程更改)[Change management(part history, process update) ]。
(3)形成审查结果
审核结果表如前边的表12-4所示。
问题1:仓库的塑料原料的存放不符合要求,湿度不能超过65%~75%,而实际现场超过了75%。
照片:

根本原因(Root cause):没有加装窗帘,没有抽湿装置。
措施(Action):加装窗帘。
负责人:×××。
日期:××××。
状态(Status):在货仓多加干燥剂,如果湿度仍过高,塑胶料经过烘干后再使用,其他物料需先测试后使用,现公司正在筹建抽湿设施,以保证温湿度在可控制范围内。
问题2:在发泡区域,不良品被放在地板上。
照片:

根本原因:操作者不知道有怀疑的不良品的处理过程,在发现之后,没有按照程序规定来处理。
改善:要求操作者把有怀疑的不良品送给组长来处理,由组长与质量部门来确认该件是否可以被接受。如果不能被接受,组长开列丢弃清单,由相关的工人来确认这些件将被丢弃。(设置合适的操作台来返工。)
负责人:×××、×××。
日期:×××X。
状态:有不合格品架,也有不合格数量统计及原因分析,但是未进行持续改进,制定了《关于来料不良信息响应的规定》,当来料不良时严格按该规定执行。
问题3: 用来安装内箱盖子的夹具是破损和脏的,有划伤箱体的风险。
照片:
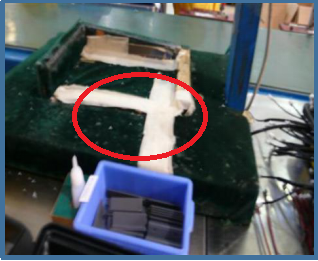
根本原因:员工没有按照要求及时清洁和替换夹具。
改善:加入保持夹具清洁这条内容到工作指导书中(并用吸尘器来清洁盖子)。
负责人:×××、×××。
日期:×××X。
状态:首先,更换旧脏夹具上的布。其次,在作业指导书中规定保持夹具洁净,在管理看板上标注夹具脏、坏等需及时处理,以提高全体员工的意识。因为这个产品主要包括注塑、发泡等工艺,所以应该对塑料件和电子件的技术要求有一定的了解。
产品2:气管
(1)日程
第一天 | |||
开始 | 结束 | 内容 | 参加者 |
8:30 | 9:00 | 行程回顾 | ××× |
9:00 | 12:00 | 1.进料检验 2.仓库 | ××× |
12:00 | 13:00 | 午餐 | ××× |
13:00 | 17:00 | 过程审核: 1.切料 2.清洗 | ××× |
17:00 | 17:30 | 总结会 | ××× |
第二天 | |||
开始 | 结束 | 内容 | 参加者 |
8:30 | 8:45 | 行程回顾 | ××× |
8:45 | 12:00 | 过程审核: 1.工序1 2.工序2 3.工序3 4.工序4 5.包装 | ××× |
12:00 | 13:00 | 午餐 | ××× |
13:00 | 13:30 | 人事 | ××× |
13:30 | 14:00 | 实验室 | ××× |
14:00 | 14:30 | 维修 | ××× |
14:30 | 15:00 | 供应商管理 | ××× |
15:00 | 17:00 | 总结 | ××× |
(2)审核结果
问题1:在切管工序,用塞规检查直线度时,有因内部有铁屑划伤管内表面的风险。

根本原因:以往没有发现此风险。
行动计划(Action plan): 制作警示指导,要求先用毛刷清理,后目视检查确认管内有无铁屑,最后用塞规检查。
负责人:×××、×××。
日期:×××X。
Status:已加入操作指导书。
问题2:焊接工序无防错装置。防错法(Poka-Yoke)的特点是自动全检产品,但不增加作业者负担,低成本、低投入,快速实时反馈。防错法是一门技术,有一系列技术、工具和方法。

根本原因:以往没有关注此要求。
行动计划: 制作警示标识;在操作者自检中记录螺钉直径。
负责人:×××、×××。
日期:×××X。
状态(Status):The lighting at the position of checking welded part need to confirm if it is enough. 焊接后检验工位的照明需确认是否足够。
问题的跟踪和改进:
问题跟踪:
×××XX | 内容 | 参加者 |
|---|---|---|
8:30-9:30 | 小组会议 | ×××、××× |
9:30-12:00 | 跟踪开口项 | ×××、××× |
12:00-13:00 | 午餐 | |
13:00-16:00 | 跟踪开口项 | ×××、××× |
16:00-17:00 | 总结 | ×××、××× |

