
 刘秀堂
刘秀堂
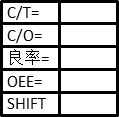
表4-1价值流程图的图标
符号 | 说明 | 符号 | 说明 |
| 外部来源(如客户、供应商) | 生产工序(如焊接、组装等) | |
| 数据箱 |
| 库存 |
推动箭头 (内部物流) | 外部物流:成品向顾客流动,或者供应商原材料向原料仓流动 | ||
手工信息流 | 电子信息流 | ||
超市 | 生产看板 | ||
需求看板 | 批量生产看板 | ||
看板架 | 顺序拉动 | ||
先进先出 | 平准化(均衡数量和看板混合的工具) | ||
货车运输 | 空运 | ||
| 叉车搬运 |
| 手推车搬运 |
改善点 |
| 时间线 | |
| 安全库存 |
| 操作员 |
现场调度 |












价值流程图数据框可以分为四种,如表4-2所示:
表4-2 价值流程图数据框
区域 | 说明 |
生产区域 | 作业流中有价值的操作制程区域 |
停滞区域 | 作业流中操作制程间的WIP区域 |
非生产区域 | 作业流中可以认可的有价值的非操作类制程(如品检) |
L/T汇总区域 | 记录增值/非增值时间的汇总区域 |
数据框基本资料表4-3所示
表4-3 价值流程图数据框内容
序号 | 生产区域 | 停滞区域 | 非生产区域 | L/T汇总区域 |
1 | C/T | WIP数量 | C/T | VAT |
2 | M/T | 在库时间 | M/T | LT |
3 | T/T | 搬运频次 | 检验频率/数量 | VA |
4 | C/O及频率 | 每次搬运量 | WIP数量 | |
5 | 操作人数 | 包装容量 | 运输频次 | |
6 | 班数及每班时数 | 搬运距离 | 单次运输量 | |
7 | 机器数量 | 搬运方式 | ||
8 | 可动率 | |||
9 | OEE | |||
10 | 直通率或报废率 | |||
11 | 平衡率 | |||
12 | 最小生产批量 |
部分指标解释表4-4所示。
表4-4 价值流程图指标解释
指标名称 | 解释 |
C/T | 是指同一工序制造两件连续产品的间隔时间 |
M/T | 机器生产一个周期时间(调机、换刀等非增值时间不计算在内) |
T/T | 节拍时间 |
C/O | 换模/线时间,上一个产品结束后到下一个产品合格生产出来的时间 |
WIP | 生产过程中在制品数量 |
OEE | 设备综合效率或设备稼动率 |
操作人数 | 工序内直接作业人数 |
平衡率 | 周期时间CT/(瓶颈站CT工站数) |
直通率 | 一次合格数量/生产总数量 |
VAT | 在生产过程中,能为顾客增加价值的时间 |
L/T | 前置时间,一件产品通过车间从原材料进货到给顾客发货的全部工序所需的时间 |

